Pytanie 1
Zewnętrzna średnica wielowypustu przedstawionego na rysunku wynosi
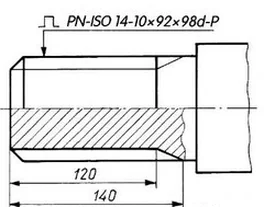
A. 14 mm
B. 98 mm
C. 120 mm
D. 92 mm
Wybór innych odpowiedzi może wynikać z mylnych założeń dotyczących wymiarów wielowypustów oraz ich standardów. Odpowiedzi 14 mm, 92 mm i 120 mm odbiegają od rzeczywistych wymiarów, co może prowadzić do nieprawidłowych wniosków. W przypadku 14 mm, jest to wymiar zbyt mały, który nie pasuje do standardowych wymiarów wielowypustów używanych w przemyśle; tak małe średnice rzadko znajdują zastosowanie w praktycznych rozwiązaniach. Odpowiedź 92 mm również jest błędna, ponieważ norma PN-ISO jasno określa, że standardowe wymiary dla wielowypustów znajdują się w innych przedziałach. Wybór 120 mm z kolei może wskazywać na mylne rozumienie specyfikacji technicznych; zbyt duża średnica oznaczałaby, że elementy nie będą się ze sobą prawidłowo łączyły, co mogłoby skutkować nieefektywnością lub uszkodzeniem. Kluczowym błędem w analizie tych odpowiedzi jest niedostateczne zrozumienie, że każdy z wymiarów wielowypustu musi być zgodny z normami branżowymi, co zapewnia ich funkcjonalność oraz bezpieczeństwo w zastosowaniach mechanicznych.