Pytanie 1
Fragment podprogramu zawarty jest w bloku oznaczonym literą
A. D.
B. C.
C. A.
D. B.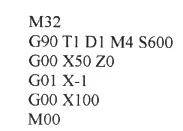
Blok D to kluczowa część podprogramu, który musisz znać, jeśli chcesz ogarnąć programowanie maszyn CNC. W tym bloku mamy takie komendy jak 'G00 X10 Z2' i 'M17', które mówią maszynie, co ma robić. 'G00' to komenda do szybkiego przesunięcia narzędzia do danej pozycji, a 'M17' to sygnał, że skończyliśmy z tym podprogramem. Ważne jest, żeby znać tę strukturę kodu i umieć rozpoznać poszczególne bloki, bo to naprawdę ułatwia programowanie maszyn CNC. W praktyce dobre rozdzielenie podprogramów pomaga w zarządzaniu bardziej skomplikowanymi projektami i przestrzeganiu standardów, co ma ogromny wpływ na jakość i efektywność produkcji.