Pytanie 1
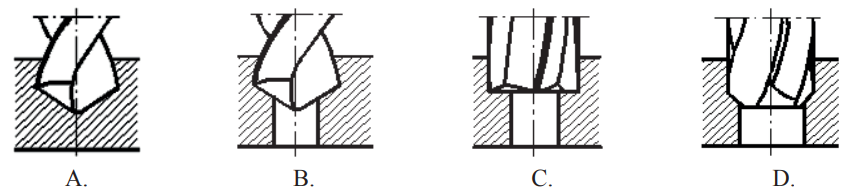
Rysunek przedstawia część roboczą wiertła krętego. Ścin oznaczony jest literą
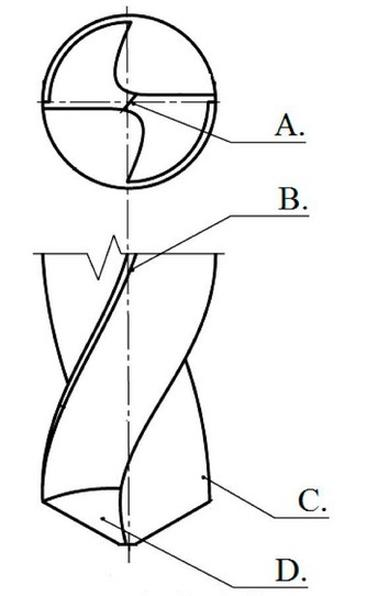
A. D.
B. B.
C. A.
D. C.
Poprawna odpowiedź to A, ponieważ ścin wiertła krętego jest kluczowym elementem odpowiedzialnym za efektywne usuwanie materiału podczas procesu wiercenia. Wiertła kręte są powszechnie stosowane w różnych gałęziach przemysłu, w tym w budownictwie i obróbce metali, dzięki ich zdolności do wiercenia w różnych rodzajach materiałów, od drewna po metale. Ścin, który znajduje się na końcu wiertła, ma za zadanie nie tylko wiercić otwór, ale również transportować wióry na zewnątrz, co jest istotne dla utrzymania wydajności procesu. Właściwy kształt i ostrość ścinu są kluczowe, aby zminimalizować opór podczas wiercenia oraz zredukować nagrzewanie się narzędzia. W praktyce, wiertło z dobrze uformowanym ścinem umożliwia uzyskanie czystych, precyzyjnych otworów, co jest istotne dla wysokiej jakości wykonania w projektach budowlanych. Ponadto, zgodnie z normami ISO dotyczącymi narzędzi skrawających, odpowiedni dobór wiertła do materiału jest kluczowy dla efektywności i bezpieczeństwa pracy.