Pytanie 1
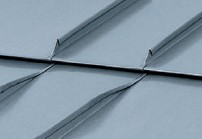
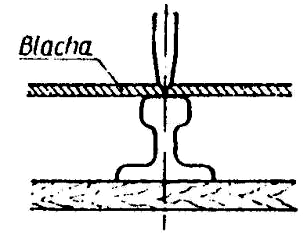
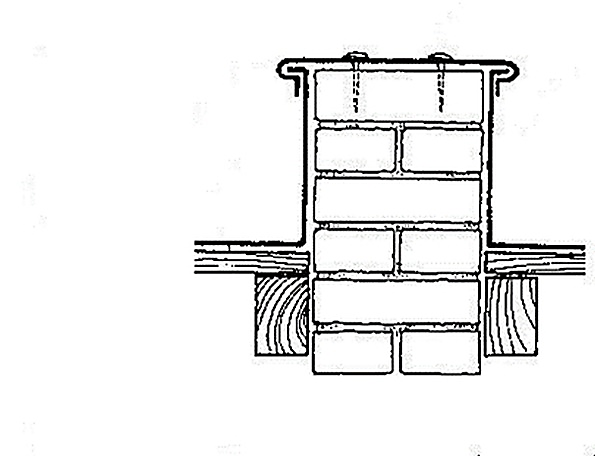
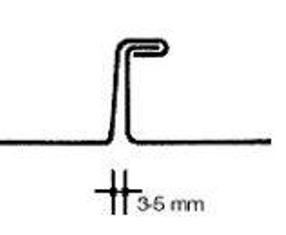
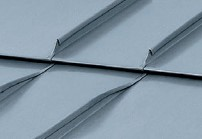
Którą technikę należy zastosować do połączenia przedstawionych na rysunku arkuszy blach w szwach prostopadłych do okapu remontowanego pokrycia dachu?
A. Na zwój gładki.
B. Na zwój odgięty.
C. Na rąbek stojący.
D. Na rąbek leżący.
Warto bliżej przyjrzeć się metodom łączenia blach, ponieważ wybór niewłaściwej techniki może prowadzić do poważnych problemów eksploatacyjnych. W praktyce często spotykam się z mylnym przekonaniem, że na zwój gładki lub zwój odgięty nadają się do łączeń w najbardziej newralgicznych strefach dachu, jak szwy prostopadłe do okapu. Te techniki owszem, bywają stosowane przy mniej wymagających połączeniach, na przykład w obróbkach czy miejscach niewystawionych na bezpośredni kontakt z dużą ilością wody. Jednakże ich szczelność pozostawia sporo do życzenia – woda potrafi podciekać pod blachę, zwłaszcza przy intensywnych opadach czy zalegającym śniegu. Rąbek leżący, choć sprawdza się przy szwach równoległych do okapu, nie zapewnia wymaganej szczelności i sztywności na łączeniach prostopadłych, bo nie ma tej charakterystycznej pionowej krawędzi usztywniającej przekrój. Typowym błędem jest też niedocenienie wpływu rozszerzalności termicznej – tylko rąbek stojący potrafi skutecznie kompensować ruchy arkuszy pod wpływem zmian temperatury, co minimalizuje ryzyko mikropęknięć i powstawania przecieków. W praktyce wybór innych technik to często oszczędność tylko pozorna, bo skutkuje koniecznością kosztownych napraw lub szybszą degradacją pokrycia. Tak naprawdę, normy branżowe i katalogi producentów jednoznacznie wskazują rąbek stojący jako rekomendowany do takich zastosowań – nie tylko ze względu na szczelność, ale także łatwość ewentualnych napraw i dużą trwałość połączenia. Myślę, że warto to sobie dobrze zapamiętać, bo to jeden z tych detali, które robią ogromną różnicę w praktyce dekarskiej.