Pytanie 1
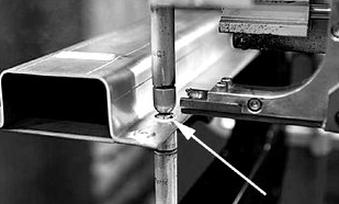
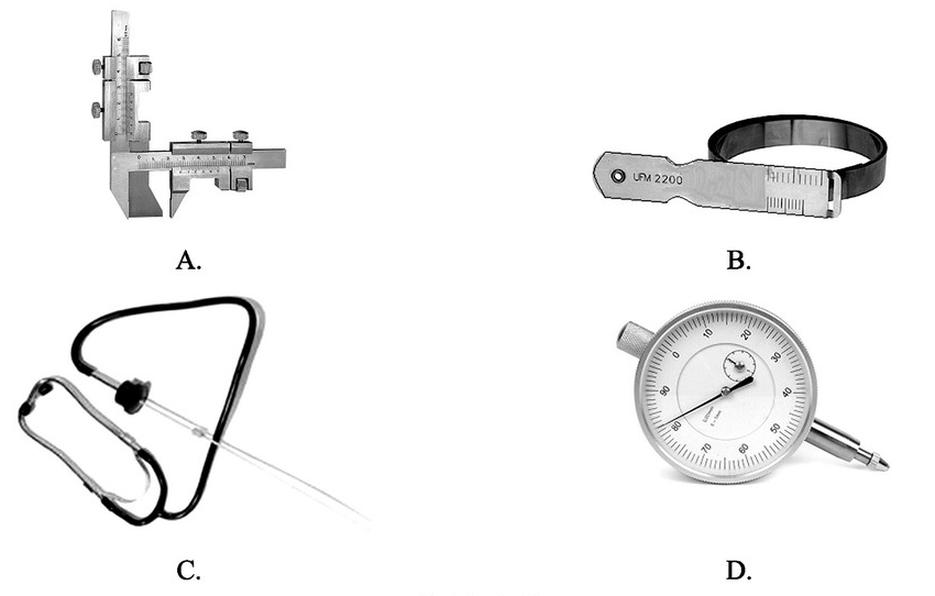
Który materiał najczęściej stosuje się na elementy połączenia przedstawionego na rysunku?
A. Tworzywo sztuczne.
B. Żeliwo białe.
C. Stal niskowęglową.
D. Laminat fenolowy.
Stal niskowęglowa jest materiałem szeroko stosowanym w inżynierii ze względu na swoje korzystne właściwości mechaniczne oraz ekonomiczne. Jest to stop żelaza z węglem, który zawiera do 0,3% węgla, co sprawia, że charakteryzuje się dobrą spawalnością i plastycznością. W praktyce stal niskowęglowa jest często wykorzystywana w konstrukcjach stalowych, elementach nośnych, a także w przemyśle motoryzacyjnym. Dzięki relatywnie niskim kosztom produkcji, stal niskowęglowa jest preferowanym wyborem dla wielu aplikacji, gdzie wymagane są dobre parametry wytrzymałościowe oraz łatwość obróbcza. W standardach takich jak norma EN 10025, stal niskowęglowa znajduje zastosowanie w wielu konstrukcjach, co potwierdza jej dominującą rolę w budownictwie i inżynierii mechanicznej. Zastosowanie stali niskowęglowej w elementach połączeń, takich jak spawy czy śruby, jest zgodne z najlepszymi praktykami inżynieryjnymi, zapewniając trwałość i niezawodność połączeń.