Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 34/40 punktów (85,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z wymienionych czynników jest główną przyczyną powstania przedstawionej na rysunku wady walcowanej blachy?
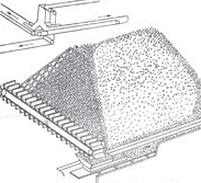
Jakie procesy zachodzą w materiałach wsadowych gromadzonych w hutach żelaza na hałdach obsługiwanych za pomocą urządzeń przedstawionych na rysunku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W tabeli podano wynik analizy składu chemicznego próbki, pobranej w trakcie wytopu 500 kg stali.
Ile molibdenu należy wprowadzić do pieca, aby zwiększyć zawartość tego pierwiastka do 3%?
| Zawartość pierwiastka, % cz. wag. | ||||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | |
| 0,04 | 0,30 | 0,33 | 0,011 | 0,010 | 23,05 | 6,1 | 1,8 | |
Które z wymienionych ceramicznych materiałów wykazują charakter chemiczny zasadowy?
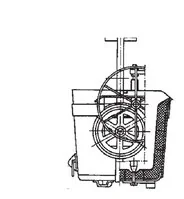
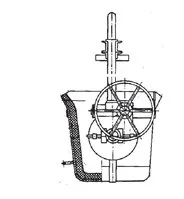
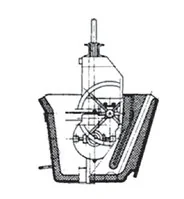
Na którym rysunku przedstawiono budowę kadzi zatyczkowej?
Proces obróbki cieplnej stali, który obejmuje kolejno hartowanie oraz niskotemperaturowe odpuszczanie, nazywa się
Określ na podstawie tabeli, które z wymienionych prac wykonuje się w trakcie przeprowadzania remontu średniego wielkiego pieca.
| Wybrane czynności | Rodzaj remontu | ||
|---|---|---|---|
| Bieżący | Średni | Kapitalny | |
| wymiana elementów zestawów dyszowych | X | ||
| sprawdzanie szczelności i konserwacja zasuw gorącego dmuchu | X | ||
| wymiana wymurówki pieca | X | ||
| wymiana aparatu zasypowego | X | ||
| naprawy układu sterowania | X | ||
| regulacja lub wymiana osprzętu pomiarowego | X | ||
| naprawy mechaniczne | X | ||
Z przedstawionej tabeli wynika, że zalecany zakres temperatury kucia stali stopowej do pracy na zimno NWC wynosi
| Oznaczenie gatunku stali wg PN | Maksymalna temperatura początku kucia °C | Zalecany zakres temperatur kucia °C | Minimalna temperatura końca kucia °C |
|---|---|---|---|
| NWC | 1150 | 1100÷800 | 750 |
| N12 | 1040 | 1000÷800 | 760 |
| CuZn5 | 860 | 800÷700 | 640 |
| WCL | 1150 | 1100÷850 | 800 |
Określ na podstawie tabeli zamienników smarów i olejów do walcarki mechanicznej MRM 1250, jakim olejem można zastąpić smar Energrease GP 2 podczas prac związanych z konserwacją urządzenia.
| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1 250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |
Którą wartość wskazuje manometr przedstawiony na rysunku?

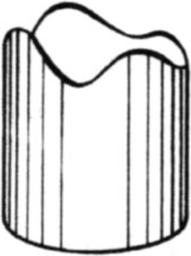
Przedstawiona na rysunku wada wyrobu tłoczonego to
Określ na podstawie tabeli, którą z wymienionych prac wykonuje się w trakcie remontu średniego komorowego gazowego pieca grzewczego.
| Fragment wykazu prac związanych z prowadzeniem remontów gazowych pieców komorowych | |||
|---|---|---|---|
| Czynności | Rodzaj remontu | ||
| bieżący | średni | kapitałny | |
| Wymiana wszystkich palników | ● | ||
| Wymiana całej wymurowki komory roboczej | ● | ||
| Wymiana warstwy izolacyjnej komory roboczej | ● | ||
| Wymiana lub naprawa uszkodzonych fragmentów wymurowki | ● | ||
| Naprawy instalacji elektrycznej | ● | ||
| Korekta ustawień palników | ● | ||
| Naprawy układu sterowania | ● | ||
| Naprawy mechaniczne | ● | ||
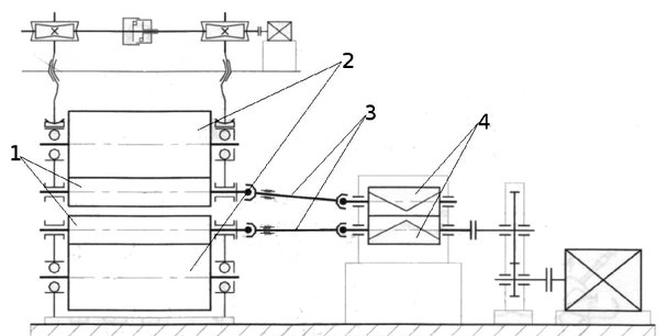
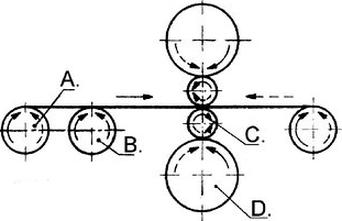
Na schemacie walcarki walce oporowe oznaczono na rysunku cyfrą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
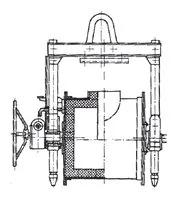
Które urządzenie do nagrzewania wyrobów w procesie obróbki cieplnej przedstawiono na fotografii?

Na podstawie tabeli wskaż, którą z wymienionych prac prowadzi się w czasie remontu bieżącego komorowego gazowego pieca grzewczego.
| Fragment wykazu prac związanych z prowadzeniem remontów gazowych pieców komorowych | |||
|---|---|---|---|
| Czynności | Rodzaj remontu | ||
| bieżący | średni | kapitalny | |
| wymiana wszystkich palników | ● | ||
| wymiana całej wymurówki komory roboczej | ● | ||
| wymiana warstwy izolacyjnej komory roboczej | ● | ||
| wymiana lub naprawa uszkodzonych fragmentów wymurówki | ● | ||
| naprawy instalacji elektrycznej | ● | ||
| korekta ustawień palników | ● | ||
| naprawy układu sterowania | ● | ||
| naprawy mechaniczne | ● | ||
Jakie spośród wymienionych produktów są uzyskiwane tylko dzięki procesowi metalurgii proszków?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Narzędzie pomiarowe stosowane przy sprawdzeniu średnicy wewnętrznej gorącej odkuwki kutej swobodnie przedstawiono na rysunku oznaczonym literą




To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z wymienionych procesów produkcji stali pozwala na utlenienie zbędnego węgla do wartości poniżej 0,05%?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
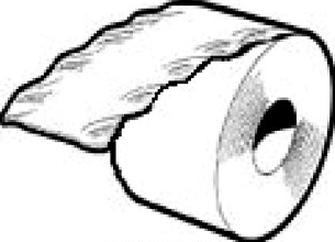
Który rodzaj wady wyrobu walcowanego przedstawiono na rysunku?

Przedstawione na rysunku walce są stosowane w procesie produkcji

Odczytaj z tabeli do jakiej minimalnej temperatury należy nagrzać stal 50S2 przed hartowaniem.
| Znak stali | Temperatura hartowania, °C | Temperatura odpuszczania, °C |
|---|---|---|
| SK5, SW12, SW7M | 1180÷1200 | 550÷560 |
| 60SGH, 50HS, 50HF | 840÷860 | 470÷480 |
| 70,75,80, 85 | 820÷840 | 470÷480 |
| 50S2, 55S2, 60S2 | 860÷880 | 450÷460 |
| N7E, N5, N6, N7 | 790÷810 | 180÷190 |
| N8, N8E, N9, N9E, | 780÷800 | 180÷190 |
| N10E, N10, N11 | 770÷790 | 170÷180 |
| N12E, N12 | 760÷780 | 170÷180 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie fragmentu tabeli konserwacji elementów suwnicy pomostowej określ, który element suwnicy lub parametr powinien być sprawdzany najczęściej.
| Lp. | Kontrola przy uruchamianiu po montażu lub remoncie | Kontrola codzienna na początku pracy | Pierwszy raz po 3 miesiącach | Regularna konserwacja po 12 miesiącach | Konserwacja po 10 latach względnie przy remoncie generalnym | Tabela konserwacji elementów suwnicy pomostowej |
|---|---|---|---|---|---|---|
| 1 | x | x | x | Hamulec | ||
| 2 | x | x | x | Połączenia śrubowe | ||
| 3 | x | x | x | Uzębienie wału/koła: zużycie, smarowanie | ||
| 4 | x | Wymiana oleju/smaru przekładniowego |
Określ na podstawie tabeli, jaki rodzaj żużla należy naprowadzić na powierzchnię metalu, jeśli powinien on zawierać powyżej 50% tlenku wapnia i poniżej 9% tlenu manganu.
| Nr żużla | Żużel | Skład chemiczny % | |||||||
|---|---|---|---|---|---|---|---|---|---|
| \( CaO \) | \( MnO \) | \( FeO \) | \( MgO \) | \( SiO_2 \) | \( S \) | \( Al_2O_3 \) | \( P_2O_5 \) | ||
| I | Redukcyjny | 42,0 | 10,0 | 16,6 | 5,0 | 20,0 | 0,2 | 5,0 | 1,2 |
| II | Kwaśny | - | 18,0 | 22,0 | - | 56,0 | - | 4,0 | - |
| III | Zasadowy | 54,0 | 5,0 | 8,0 | 2,0 | 10,0 | 1,0 | - | 20,0 |
| IV | Utleniający | 48,0 | 8,0 | 10,0 | 5,0 | 20,0 | 1,0 | 5,0 | 3,0 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką substancję smarną wykorzystuje się w obróbce plastycznej prowadzonej w temperaturze pokojowej?
Określ na podstawie tabeli, jakie wymiary mogą mieć kowadła płaskie, które można zamontować na młocie sprężarkowym o masie części spadających 1000 kg.
| Masa części spadających młota kg | Młoty parowo-powietrzne | Młoty sprężarkowe | ||
|---|---|---|---|---|
| Orientacyjne wymiary kowadeł płaskich | ||||
| szerokość mm | długość mm | szerokość mm | długość mm | |
| 500 | 140÷230 | 250÷350 | 120÷130 | 260÷300 |
| 750 | 150÷250 | 300÷400 | 130÷160 | 340÷360 |
| 1 000 | 150÷280 | 350÷400 | 140÷175 | 380÷420 |
| 1 500 | 200÷300 | 400÷450 | 160÷200 | 450÷500 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Walec oporowy walcarki kwarto-nawrotnej przedstawionej na rysunku oznaczono literą
Określ na podstawie tabeli czas nagrzewania indukcyjnego pręta kwadratowego o boku 150 mm z niestopowej stali konstrukcyjnej, jeśli częstotliwość prądu wynosi 50 Hz.
| Średnica wsadu mm | Czas nagrzewania w minutach przy różnych częstotliwościach prądu | |||
|---|---|---|---|---|
| 50 Hz | 500 Hz | 1000 Hz | 2500 Hz | |
| 70 | - | 2,6 | 2,8 | 3,0 |
| 80 | - | 3,2 | 3,6 | 4,0 |
| 90 | - | 4,2 | 4,6 | 5,0 |
| 100 | - | 5,5 | 6,0 | - |
| 110 | - | 7,0 | 7,5 | - |
| 120 | - | 8,5 | 9,0 | - |
| 150 | 12,0 | 14,0 | 16,0 | - |
| 175 | 15,0 | 18,0 | - | - |
| – przy nagrzewaniu stali wysokostopowych czas należy zwiększyć o ok. 20 – 30% – dla prętów o przekroju kwadratowym minimalny czas grzania jest 1,25 razy dłuższy niż dla prętów okrągłych | ||||