Pytanie 1
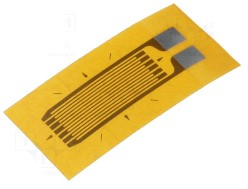
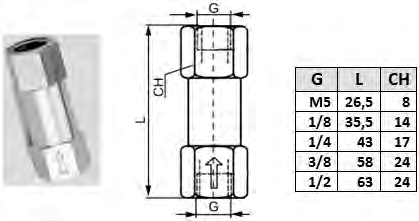
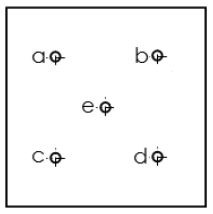
Które narzędzia umożliwiają wykonanie montażu mechanicznego czujnika przedstawionego na rysunku?

A. Wkrętaki płaskie.
B. Wkrętaki krzyżowe.
C. Klucze płaskie.
D. Klucze kołkowe.
Klucze płaskie to zdecydowanie najprostsze i jednocześnie najskuteczniejsze narzędzie do montażu mechanicznego czujników z obudową gwintowaną, takich jak ten na zdjęciu. Te czujniki mają najczęściej metalową nakrętkę mocującą, którą właśnie klucz płaski pozwala pewnie dociągnąć. W praktyce, jeżeli będziesz montować taki czujnik do panelu albo na jakimś wsporniku w szafie sterowniczej, to właśnie klucz płaski zapewni odpowiednią siłę dokręcenia i nie zniszczy przy tym gwintu czy nakrętki. Stosuje się tu najczęściej klucze o rozmiarach 17 lub 19 mm – oczywiście wszystko zależy od konkretnego modelu. Co ważne, klucze płaskie pozwalają zachować pełną kontrolę nad momentem dokręcenia, co jest zgodne z wytycznymi producentów i ogólnymi dobrą praktyką w automatyce przemysłowej (warto zajrzeć do instrukcji montażowych takich firm jak Omron, Sick, IFM czy Balluff – tam zawsze znajdziesz zalecenie użycia klucza płaskiego). Takie podejście minimalizuje ryzyko uszkodzenia obudowy czujnika i zapewnia bezpieczeństwo pracy całej instalacji. Osobiście zawsze staram się najpierw ręcznie dokręcić nakrętkę, a dopiero na koniec lekko dociągnąć ją kluczem – to daje największą precyzję. Ostatecznie, klucz płaski jest tu po prostu niezastąpiony.