Pytanie 1
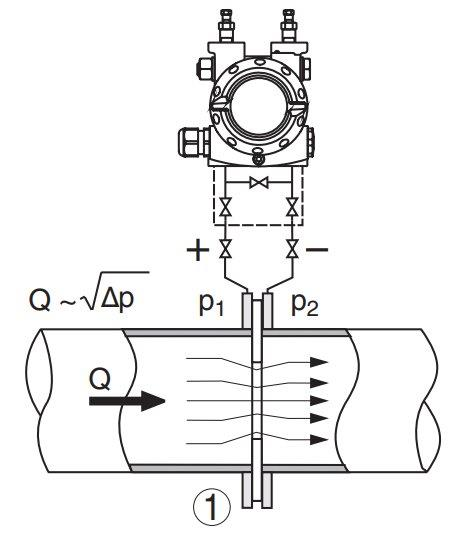
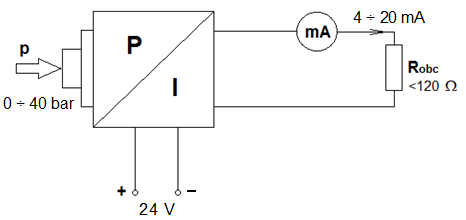
Podczas wykonywania diagnostyki elektronicznego przetwornika ciśnienia stwierdzono brak prądowego sygnału wyjściowego w zakresie pomiarowym 4 ÷ 20 mA. Wskaż, na podstawie Tabeli usterek, możliwą przyczynę nieprawidłowego działania przetwornika.
| Tabela usterek przetwornika p/I | ||
|---|---|---|
| Objawy | Przyczyny | Działania |
| Brak sygnału 4÷20 mA | Nieprawidłowe podłączenie zasilania |
|
| Brak zasilania |
| |
| Napięcie robocze zbyt niskie lub rezystancja obciążenia zbyt wysoka |
| |
| Sygnał 4÷20 mA niestabilny | Fluktuacje poziomu |
|
| Brak kompensacji ciśnienia |
| |
| Sygnał prądowy przekracza 22 mA lub jest poniżej 3,6 mA | Wadliwy moduł elektroniczny lub komora pomiarowa |
|
A. Wadliwy moduł elektroniczny.
B. Brak kompensacji ciśnienia atmosferycznego.
C. Zbyt wysoka rezystancja obciążenia.
D. Fluktuacje poziomu.
To jest właśnie ta sytuacja, gdzie zbyt wysoka rezystancja obciążenia w obwodzie sygnałowym potrafi całkiem uniemożliwić działanie przetwornika ciśnienia typu p/I. W praktyce każdy przetwornik tego typu wymaga odpowiedniego napięcia zasilania, by mógł na wyjściu wygenerować sygnał prądowy w zakresie 4–20 mA. Jeśli rezystancja obciążenia (czyli na przykład wejście sterownika PLC czy rejestratora, plus przewody) jest zbyt duża, spada napięcie dostępne na zaciskach samego przetwornika. I wtedy – mimo poprawnego podłączenia i braku innych usterek – prąd w obwodzie po prostu nie płynie. Takie przypadki często widywałem w praktyce, szczególnie tam, gdzie do jednej pętli próbowało się podłączyć kilka urządzeń naraz albo używano długich, cienkich przewodów. Zgodnie z normą PN-EN 61131 i wytycznymi producentów automatyki, trzeba zawsze sprawdzać, czy suma rezystancji nie przekracza dopuszczalnej dla danego modelu przetwornika. Moim zdaniem to najczęściej pomijany aspekt przy uruchamianiu nowych instalacji – a przecież można to łatwo policzyć i sprawdzić na etapie projektu. Dla poprawnej pracy sygnału 4–20 mA najlepiej zawsze wybierać przewody o odpowiednim przekroju i nie przesadzać z ilością urządzeń w pętli.