Pytanie 1
Przedstawiony symbol graficzny jest oznaczeniem uchwytu
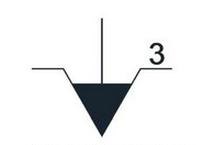
A. trzypodporowego.
B. trójszczękowego samocentrującego.
C. trójszczękowego pneumatycznego.
D. trójdzielnego zaciskowego.
Wybór odpowiedzi związanej z uchwytem trójszczękowym pneumatycznym, trójdzielnym zaciskowym lub trzypodporowym wskazuje na nieporozumienie dotyczące różnych typów uchwytów. Uchwyt trójszczękowy pneumatyczny jest systemem, który działa na zasadzie ciśnienia powietrza, jednak zazwyczaj jest on stosowany w aplikacjach, gdzie zależy nam na szybkim i automatycznym mocowaniu detali. To podejście, chociaż skuteczne w niektórych kontekstach, nie zapewnia automatycznego centrowania, co czyni je nieodpowiednim wyborem dla tego pytania. Z kolei uchwyt trójdzielny zaciskowy, mimo że również może pełnić rolę mocowania, nie gwarantuje takiej samej precyzji i automatyzacji jak uchwyt samocentrujący. Posiada on jedynie dwa lub trzy elementy zaciskowe, co ogranicza jego zdolność do centrowania detali. Uchwyt trzypodporowy, z drugiej strony, stosowany jest głównie w kontekście obróbki detali o nieregularnych kształtach, co również sprawia, że nie jest odpowiednim rozwiązaniem w tym przypadku. Ogólnie, typowe błędy wynikają z zamiany funkcji i zastosowań różnych uchwytów, a także z braku zrozumienia, jak różne mechanizmy wpływają na proces obróbczy oraz jakie korzyści wynikają z zastosowania specyficznych typów uchwytów w obrabiarkach. Wiedza na temat różnych typów uchwytów i ich właściwego zastosowania jest kluczowa dla optymalizacji procesów produkcyjnych.