Pytanie 1
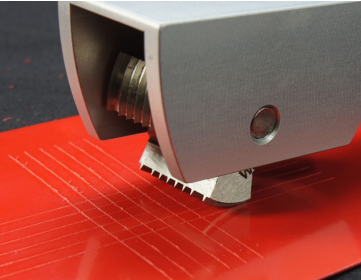
Na rysunku przedstawiono przyrząd do pomiaru

A. odporności powłoki lakierowej na uderzenia.
B. gęstości powłoki lakierowej w stanie mokrym.
C. grubości powłoki lakierowej w stanie suchym.
D. czasu schnięcia powłoki lakierowej.
W przypadku pomiarów związanych z powłokami lakierowymi nietrudno się pomylić, bo przyrządów i metod jest naprawdę sporo, a każdy z nich służy do trochę innych zadań. Zacznijmy od grubości powłoki – do tego używa się głównie mierników magnetycznych lub ultradźwiękowych, które zupełnie inaczej wyglądają i działają. Tu nie ma potrzeby wywierania nacisku ani śledzenia czasu, tylko odczytuje się wynik od razu po przyłożeniu sondy. Pomiar gęstości powłoki lakierowej w stanie mokrym to domena tzw. grzebieni lub specjalnych kółek pomiarowych, które przeciąga się po świeżej powłoce i odczytuje wartość z podziałki – to też inny rodzaj urządzenia, nastawiony na bezpośredni kontakt z mokrym lakierem i jednorazowy odczyt. Odporność powłoki lakierowej na uderzenia z kolei bada się za pomocą młotków udarowych lub specjalnych testerów udarowych, gdzie obserwuje się uszkodzenie lub odkształcenie po zadanym obciążeniu, a nie zachowanie lakieru w czasie schnięcia. Wydaje mi się, że często można się pomylić, bo niektóre narzędzia testujące mają podobną budowę lub używają metalowych elementów do kontaktu z powłoką. Jednak kluczowe jest zrozumienie, że urządzenie ze zdjęcia, z przesuwającymi się prętami lub igłami, zbudowane jest typowo do kontrolowania postępu schnięcia poprzez obserwację śladów pozostawianych na lakierze w określonym czasie. Daje to możliwość oceny, kiedy powłoka jest sucha powierzchniowo, kiedy nadaje się do obróbki, a kiedy jest już odporna na zarysowania – tego nie da się zrobić żadnym innym z wymienionych narzędzi. To jest właśnie najważniejszy aspekt stosowania tego przyrządu i moim zdaniem warto o tym pamiętać w praktyce, bo pomyłka w doborze metody może skutkować poważnymi problemami w całym procesie lakierniczym.