Pytanie 1
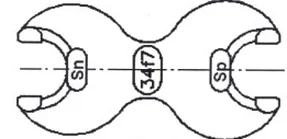
Przedstawiony na rysunku sprawdzian służy do kontroli prawidłowości wykonania
A. otworu.
B. wałka.
C. gwintu zewnętrznego.
D. gwintu wewnętrznego.
Odpowiedź "wałka" jest prawidłowa, ponieważ przedstawiony sprawdzian szczękowy jest specjalistycznym narzędziem wykorzystywanym do kontroli wymiarów wałków w procesie produkcji. Sprawdziany te mają na celu zapewnienie, że wymiary wałków mieszczą się w określonych tolerancjach, co jest kluczowe dla prawidłowego funkcjonowania elementów mechanicznych. W przypadku wałków, ich średnice muszą być kontrolowane za pomocą właściwych narzędzi, aby uniknąć problemów z dopasowaniem do innych komponentów maszyn. W praktyce, sprawdziany szczękowe są używane w różnych branżach, w tym w motoryzacji, przemyśle lotniczym i maszynowym, gdzie precyzyjne wymiary są niezbędne. Użycie sprawdzianów zgodnych z normami ASME lub ISO gwarantuje, że proces kontroli jakości jest realizowany na najwyższym poziomie, co w efekcie przekłada się na niezawodność i bezpieczeństwo produktów końcowych. Przykładem zastosowania może być produkcja wałków w silnikach, gdzie każdy element musi spełniać określone normy, aby maszyna działała prawidłowo.