Pytanie 1
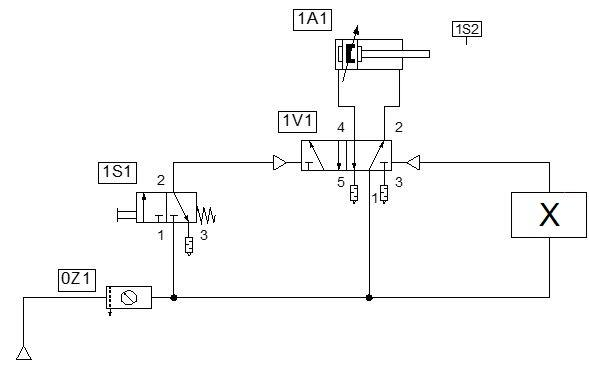
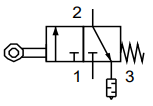
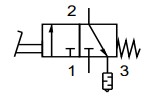
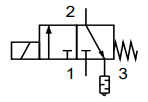
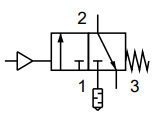
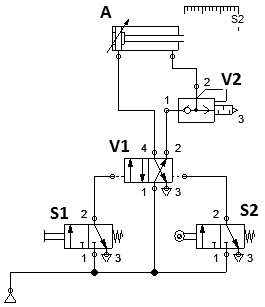
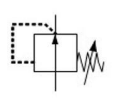
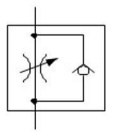
Na którym schemacie pneumatycznym przedstawiono sposób sterowania bezpośredniego siłownikiem jednostronnego działania?
A. Schemat 3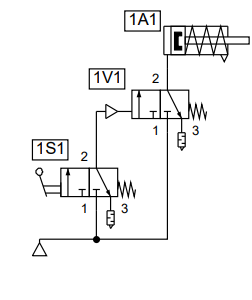
B. Schemat 2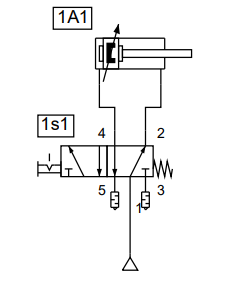
C. Schemat 4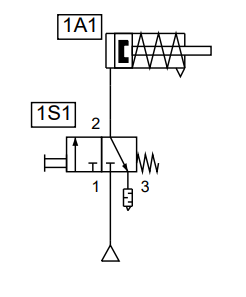
D. Schemat 1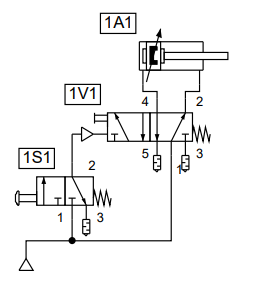
W analizowanych schematach pojawia się kilka mylących rozwiązań, które często prowadzą do nieporozumień w temacie sterowania siłownikami jednostronnego działania. Przede wszystkim warto pamiętać, że sterowanie bezpośrednie polega na tym, iż operator naciska zawór, a ten bezpośrednio doprowadza powietrze do siłownika – bez żadnych dodatkowych zaworów sterujących, logicznych ani elementów pośrednich. W niektórych odpowiedziach widać układy, w których zastosowano zawory pośredniczące (np. 5/2 sterowane zaworem pomocniczym), a to już jest klasyczne sterowanie pośrednie – charakterystyczne dla bardziej rozbudowanych aplikacji, gdzie konieczne jest np. zdalne sterowanie lub rozbudowana automatyzacja. Zauważam też, że częstym błędem jest utożsamianie siłowników dwustronnego działania z jednostronnymi tylko na podstawie obecności sprężyny – a przecież w układzie jednostronnym zawsze wykorzystywane jest tylko jedno wejście powietrza, a powrót zapewnia sprężyna. W praktyce, standardy branżowe wyraźnie wyróżniają układy, gdzie zawór 3/2 steruje bezpośrednio siłownikiem jednostronnym (bezpośrednie sterowanie), od tych, gdzie mamy zawory pośrednie, sterowanie pneumatyczne lub elektryczne (pośrednie sterowanie). Wybierając rozwiązania, które zawierają dodatkowe zawory sterujące, przekaźniki czy układy logiczne, należy mieć świadomość, że nie spełniają one warunku bezpośredniości. Takie myślenie często pojawia się na początku nauki, bo schematy wyglądają pozornie podobnie – jednak zgodnie z dobrymi praktykami trzeba zawsze analizować, czy siłownik jest połączony z zaworem sterującym bezpośrednio, czy przez inne elementy. Jeśli więc na schemacie są jakiekolwiek pośrednie zawory lub siłownik wymaga zasilania z dwóch stron, nie jest to poprawna odpowiedź dla pytania o sterowanie bezpośrednie siłownikiem jednostronnego działania.