Pytanie 1
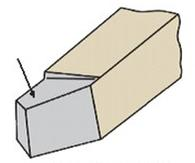
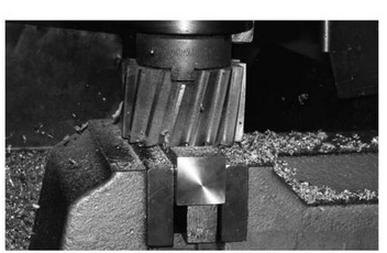
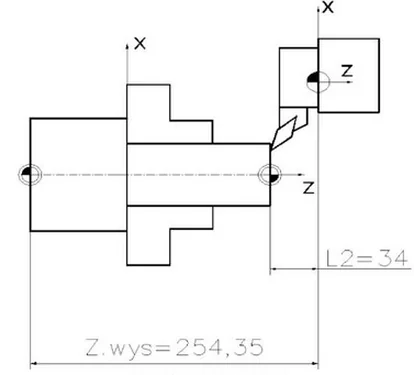
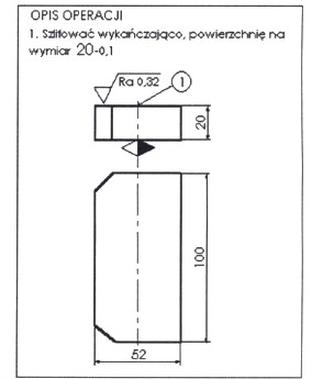
Aby wykonać operację zgodnie z przedstawionym szkicem obróbki do zamocowania przedmiotu obrabianego należy użyć
A. uchwytu elektromagnetycznego.
B. podpory stałej i oporu.
C. imadła maszynowego.
D. uchwytu hydraulicznego.
Uchwyt elektromagnetyczny jest idealnym rozwiązaniem do zamocowania przedmiotu obrabianego w procesach wymagających dużej precyzji, takich jak szlifowanie wykańczające. Jego działanie opiera się na generowaniu pola elektromagnetycznego, które przyciąga metalowe elementy, co eliminuje konieczność stosowania siły mechanicznej. Dzięki temu uzyskujemy równomierne i stabilne zamocowanie, co jest kluczowe w obróbce precyzyjnej. Użycie uchwytu elektromagnetycznego pozwala na szybkie i łatwe mocowanie oraz demontaż obrabianych detali, co znacząco zwiększa efektywność produkcji. W praktyce, tego typu uchwyty są powszechnie stosowane w przemyśle motoryzacyjnym i lotniczym, gdzie wymagana jest wysoka dokładność oraz powtarzalność procesów obróbczych. Dodatkowo, uchwyty elektromagnetyczne spełniają normy dotyczące bezpieczeństwa i ergonomii pracy, co przyczynia się do poprawy warunków pracy oraz zmniejszenia ryzyka uszkodzenia obrabianych elementów.