Pytanie 1
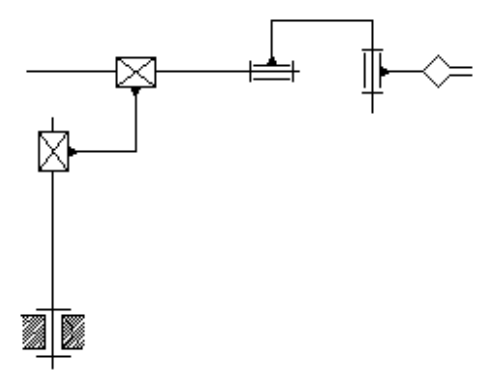
Którego z przedstawionych na ilustracjach elementów należy użyć do połączenia pneumatycznego przewodu gumowego z instalacją sprężonego powietrza wyposażoną w gniazdo szybkozłącza?

A. Elementu 2.
B. Elementu 1.
C. Elementu 3.
D. Elementu 4.
Element 4, czyli szybkozłącze pneumatyczne, to naprawdę ważny element w systemach sprężonego powietrza. Dzięki swojej konstrukcji można je szybko i łatwo podłączać i odłączać przewody, co jest mega istotne w różnych branżach. Gdy technicy potrzebują na przysłowiowego „hop siup” wymienić narzędzie, to właśnie te szybkozłącza daje im taką możliwość. Co więcej, są one projektowane zgodnie z odpowiednimi normami, więc można na nich polegać. Ważne jest, żeby dbać o ich stan i kontrolować je co jakiś czas, bo nieszczelności mogą narobić sporo kłopotów i kosztów. No i w ogóle – znajomość tych złącz i umiejętność ich prawidłowego używania to podstawa w pracy z pneumatyką, bez tego ciężko by było!