Pytanie 1
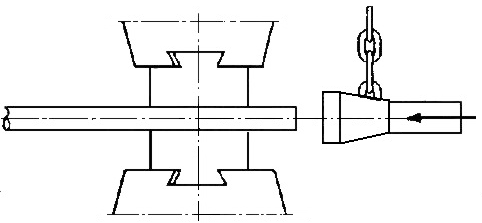
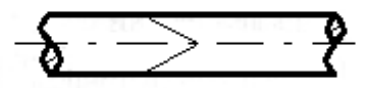
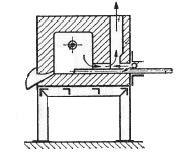
Kowal wykonując przecinanie gorącego płaskownika na kowadle, powinien
A. pracować w rękawicach drelichowych.
B. odcinaną część odłamać ręką.
C. ustawić przecinak pod kątem ostrym do materiału.
D. zmniejszyć siłę przy ostatnim uderzeniu.
Podczas przecinania gorącego płaskownika, w kuźni nietrudno o popełnienie kilku typowych błędów, które mogą prowadzić do niepotrzebnego niebezpieczeństwa albo uszkodzenia narzędzi. Na przykład próba odłamania odcinanej części ręką, nawet jeśli temperatura wydaje się już znośna, jest absolutnie niezalecana – kawałek metalu może być bardzo gorący, a nawet jeśli nie parzy bezpośrednio, to łatwo się nim skaleczyć. Z mojego doświadczenia wynika, że takie zachowanie to prosta droga do poparzenia lub urazu. Z kolei praca w rękawicach drelichowych w warunkach wysokiej temperatury to też nie jest dobry pomysł. Drelich nie zapewnia odpowiedniej ochrony termicznej, a w kontakcie z rozżarzonym metalem może się nawet przypalić. Zdecydowanie lepiej stosować rękawice termiczne, które są przeznaczone do pracy z gorącymi przedmiotami – tak zalecają zresztą wszystkie normy BHP. Co ciekawe, ustawienie przecinaka pod kątem ostrym do materiału wydaje się logiczne dla łatwiejszego „wbicia” się w metal, ale w praktyce to prosta droga do tego, żeby przecinak się ześlizgnął lub krzywo wszedł w materiał, co powoduje niewłaściwe nacięcie i może prowadzić do uszkodzenia narzędzi albo materiału. W sumie najczęstszy błąd to koncentracja na sile, a nie na technice – wielu początkujących skupia się na mocnych uderzeniach, zamiast kontrolować proces i wykończyć cięcie lekko, by zachować zarówno precyzję, jak i bezpieczeństwo. Dobre praktyki branżowe podkreślają, że ostatnie uderzenia powinny być wyraźnie delikatniejsze – to nie tylko ochrona przed niekontrolowanym odłamaniem, ale też element szacunku do narzędzi i własnego bezpieczeństwa. Warto zwrócić na to uwagę, gdyż rutynowe stosowanie niewłaściwych technik może prowadzić do niepotrzebnych wypadków i strat.