Pytanie 1
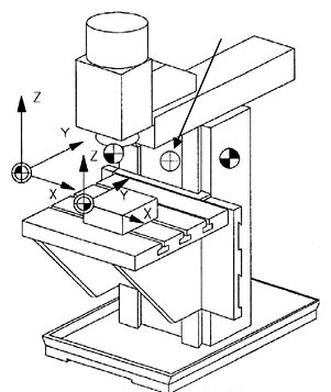
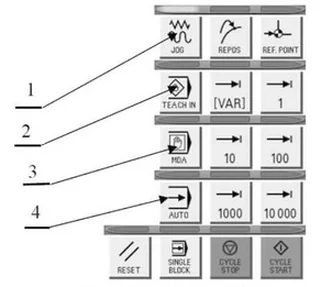
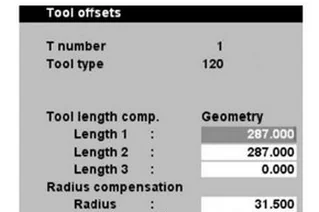
Podczas wprowadzania programu obróbkowego w przedstawionym oknie należy wpisać
A. wymiary przestrzeni roboczej.
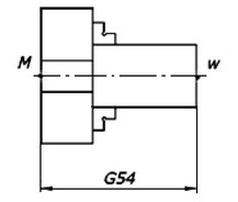
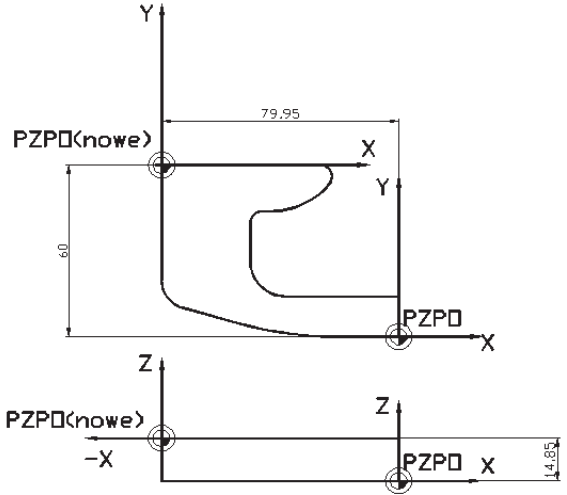
B. wartość przesunięcia punktu zerowego.
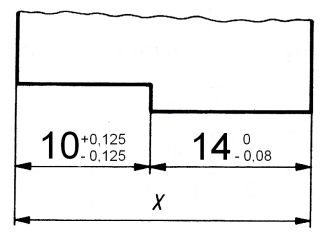
C. wymiary przedmiotu obrabianego.
D. wartość korekcji narzędzia.
Odpowiedź "wartość korekcji narzędzia." jest poprawna, ponieważ w kontekście ustawień maszyn CNC kluczowe jest odpowiednie wprowadzenie danych dotyczących kompensacji narzędzi. Na zdjęciu przedstawione są pola, w które należy wpisać wartości kompensacji długości narzędzia oraz promienia narzędzia. Wprowadzenie tych danych jest istotne dla uzyskania precyzyjnych wymiarów obróbczych, co jest fundamentem efektywnej produkcji. Przykładowo, jeżeli długość narzędzia nie zostanie skompensowana, może to prowadzić do błędów w wymiarze i ostatecznie do uszkodzenia materiału lub narzędzia. Dobre praktyki wskazują, że każdy operator CNC powinien regularnie weryfikować i aktualizować wartości korekcji narzędzi w programie obróbczych, co zwiększa dokładność i żywotność narzędzi, a także minimalizuje straty materiałowe. W branży stosuje się standardy ISO w zakresie obróbki CNC, które podkreślają znaczenie precyzyjnego wprowadzania danych o korekcjach narzędzi.