Pytanie 1
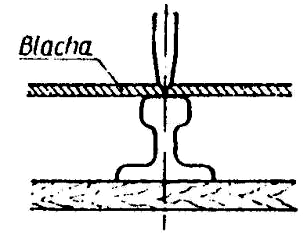
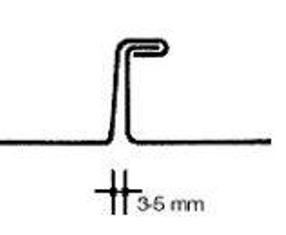
Który rodzaj blachy należy zastosować do wykonania komina wentylacyjnego gazowego przedstawionego na rysunku?

A. Stalową, odporną na korozję.
B. Stalową ocynkowaną.
C. Aluminiową.
D. Miedzianą.
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Wybrałeś stal odporną na korozję i to faktycznie najlepsze rozwiązanie do komina wentylacyjnego gazowego. Przede wszystkim – taki komin musi pracować w trudnych warunkach, cały czas narażony jest na działanie wilgoci, zmiennych temperatur, a czasem nawet agresywnych związków chemicznych obecnych w spalinach czy kondensacie. Stal nierdzewna lub stal kwasoodporna, zgodnie z wytycznymi norm PN-EN 1856-1 i PN-EN 1443, gwarantuje długowieczność instalacji i bezpieczeństwo użytkowania, bo nie koroduje tak łatwo jak inne metale. Na co dzień podczas montażu wielu kominków wentylacyjnych widzę, jak szybko rdzewieją elementy z innych materiałów. Moim zdaniem nie ma sensu oszczędzać na trwałości, bo wymiana skorodowanego przewodu po kilku latach potrafi być bardzo kosztowna, a i grozi nieszczelnością układu. Dodatkowo, stal odporna na korozję zachowuje parametry wytrzymałościowe nawet przy dużych wahaniach temperatury, co jest nie bez znaczenia zimą. W branży to już właściwie standard – inwestorzy i wykonawcy wybierają właśnie ten typ stali do gazowych wentylacji dachowych. Warto pamiętać, że również przepisy budowlane wymagają stosowania odpowiednich, certyfikowanych materiałów w instalacjach gazowych – tu nie ma miejsca na kompromisy. Jeśli chodzi o praktykę codzienną, to montaż, czyszczenie czy serwis takiego komina jest prostszy i bezpieczniejszy.
Wybrałeś stal odporną na korozję i to faktycznie najlepsze rozwiązanie do komina wentylacyjnego gazowego. Przede wszystkim – taki komin musi pracować w trudnych warunkach, cały czas narażony jest na działanie wilgoci, zmiennych temperatur, a czasem nawet agresywnych związków chemicznych obecnych w spalinach czy kondensacie. Stal nierdzewna lub stal kwasoodporna, zgodnie z wytycznymi norm PN-EN 1856-1 i PN-EN 1443, gwarantuje długowieczność instalacji i bezpieczeństwo użytkowania, bo nie koroduje tak łatwo jak inne metale. Na co dzień podczas montażu wielu kominków wentylacyjnych widzę, jak szybko rdzewieją elementy z innych materiałów. Moim zdaniem nie ma sensu oszczędzać na trwałości, bo wymiana skorodowanego przewodu po kilku latach potrafi być bardzo kosztowna, a i grozi nieszczelnością układu. Dodatkowo, stal odporna na korozję zachowuje parametry wytrzymałościowe nawet przy dużych wahaniach temperatury, co jest nie bez znaczenia zimą. W branży to już właściwie standard – inwestorzy i wykonawcy wybierają właśnie ten typ stali do gazowych wentylacji dachowych. Warto pamiętać, że również przepisy budowlane wymagają stosowania odpowiednich, certyfikowanych materiałów w instalacjach gazowych – tu nie ma miejsca na kompromisy. Jeśli chodzi o praktykę codzienną, to montaż, czyszczenie czy serwis takiego komina jest prostszy i bezpieczniejszy.