Pytanie 1
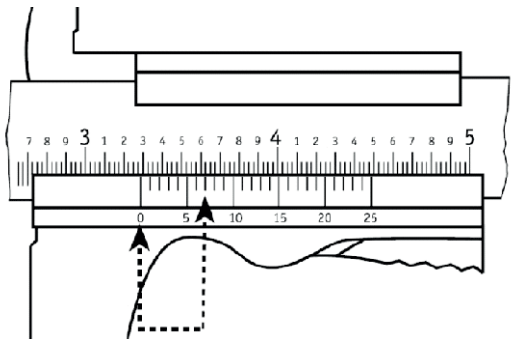
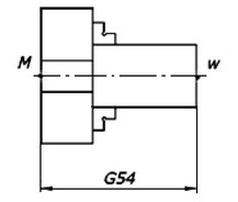
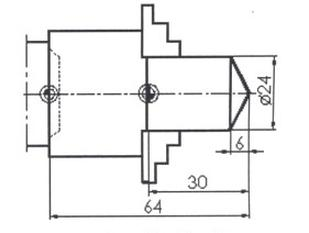
Na podstawie zamieszczonego rysunku ustawienia przedmiotu obrabianego na frezarce CNC określ wartości położenia punktu zerowego przedmiotu obrabianego.
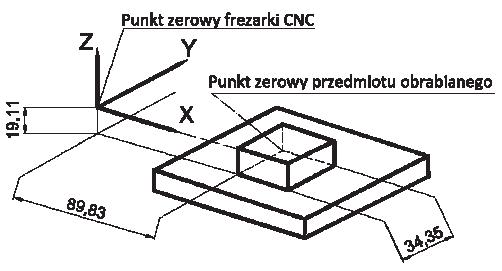
A. X89,83 Y34,35 Z-19.11
B. X-19,ll Y89,33 Z34.35
C. X19,ll Y89,33 Z34,35
D. X89,83 Y-34,35 Z19.11
Poprawna odpowiedź wskazuje na wartości położenia punktu zerowego przedmiotu obrabianego na frezarce CNC, które są kluczowe dla precyzyjnego programowania i obróbki. Wartości X89,83 mm, Y34,35 mm oraz Z-19,11 mm oznaczają, że przedmiot obrabiany znajduje się 89,83 mm w prawo od punktu zerowego maszyny w osi X, 34,35 mm w górę w osi Y, a 19,11 mm poniżej punktu zerowego w osi Z. Takie określenie położenia jest istotne w kontekście obróbki CNC, ponieważ błędne ustawienie punktu zerowego może prowadzić do uszkodzenia narzędzi, przedmiotu obrabianego lub samej maszyny. W praktyce, operatorzy frezarek CNC muszą regularnie sprawdzać i kalibrować swoje maszyny, aby zapewnić dokładność operacji. Dobre praktyki inżynieryjne zalecają również prowadzenie dokumentacji położenia punktów zerowych dla różnych przedmiotów, co ułatwia późniejsze ustawienia i optymalizację procesów produkcyjnych.