Pytanie 1
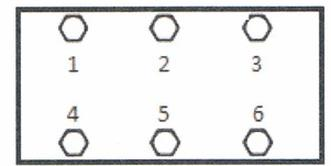
Aby wykonać gwint metryczny wewnętrzny należy użyć gwintowników w kolejności

A. 2, 1, 3
B. 3, 2, 1
C. 1, 2, 3
D. 2, 3, 1
Aby wykonać gwint metryczny wewnętrzny, niezbędne jest zastosowanie odpowiedniej kolejności gwintowników, co ma kluczowe znaczenie dla prawidłowego nacięcia gwintu. Pierwszym krokiem jest użycie gwintownika wstępnego (nr 2), który tworzy wstępne nacięcie gwintu. Ten proces pozwala na uformowanie podstawy gwintu, co jest niezbędne do dalszego pogłębiania nacięcia. Następnie przechodzi się do gwintownika pośredniego (nr 3), który ma na celu pogłębienie już wykonanego nacięcia. Użycie gwintownika pośredniego jest istotne, ponieważ zapewnia on odpowiednią dokładność i jakość nacięcia, minimalizując ryzyko uszkodzenia narzędzia oraz obrabianego materiału. Końcowym etapem jest zastosowanie gwintownika wykańczającego (nr 1), który finalizuje proces, nadając gwintowi ostateczny kształt i wymiary. Takie podejście jest zgodne z najlepszymi praktykami w obróbce skrawaniem, gdzie kluczowe jest stosowanie narzędzi w odpowiedniej kolejności, co przekłada się na wysoką jakość wykonanego produktu oraz jego trwałość. Przykłady zastosowania tej metody można znaleźć w branży motoryzacyjnej oraz w produkcji precyzyjnych komponentów maszynowych.