Pytanie 1
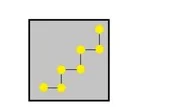
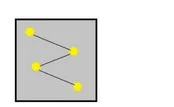
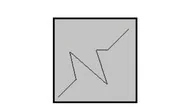
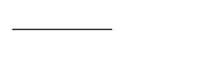
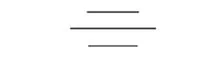
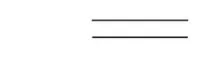
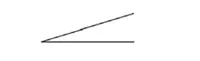
Na którym rysunku przedstawiono symbol graficzny do oznaczania chropowatości powierzchni otrzymanej obróbką skrawaniem z kierunkowością struktury powierzchni?

A. Na rysunku 4.
B. Na rysunku 2.
C. Na rysunku 1.
D. Na rysunku 3.
W rysunku 3 widzimy symbol graficzny, który pokazuje, jak oznaczać chropowatość powierzchni po obróbce skrawaniem. Zwróć uwagę, że ten symbol ma dodatkowe oznaczenie "M". To jest ważne, bo kierunkowość struktury powierzchni ma spory wpływ na to, jak elementy będą się zachowywać, na przykład, jeśli chodzi o zużycie czy tarcie. W inżynierii warto wiedzieć, że odpowiednie symbole muszą być zgodne z normami ISO 1302. Dzięki nim lepiej zrozumiemy, jak poprawnie dokumentować chropowatość powierzchni, co w praktyce może znacząco podnieść jakość naszych produktów, szczególnie w przemyśle motoryzacyjnym czy lotniczym. Moim zdaniem, dobre zrozumienie tych oznaczeń to klucz do sukcesu.