Pytanie 1
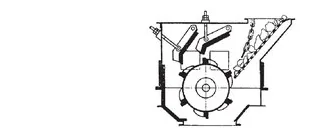
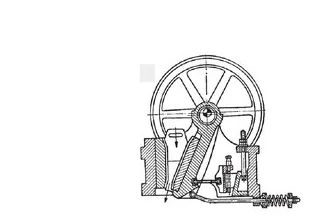
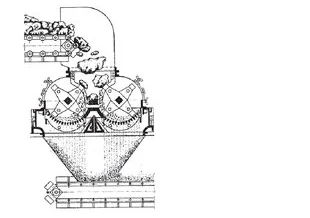
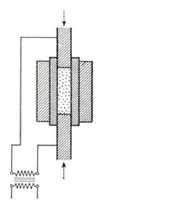
Na którym rysunku przedstawiono schemat kruszarki szczękowej?
A. C.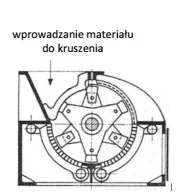
B. B.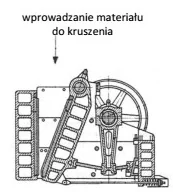
C. D.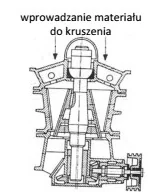
D. A.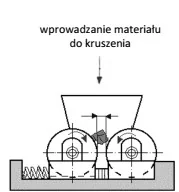
Rysunek B przedstawia schemat kruszarki szczękowej, co można łatwo rozpoznać dzięki charakterystycznym cechom konstrukcyjnym tego urządzenia. Kruszarki szczękowe są szeroko stosowane w przemyśle budowlanym i wydobywczym do kruszenia twardych materiałów, takich jak kamień czy ruda. Kluczowym elementem jest ruchoma szczęka, która, działając w połączeniu z nieruchomą szczęką, pozwala na rozdrabnianie materiału. Konstrukcja opiera się na zasadzie ekscentrycznego ruchu, co zapewnia efektywność procesu kruszenia. Zastosowanie kruszarek szczękowych jest zgodne z najlepszymi praktykami branżowymi, gdzie wymagana jest wysoka wydajność oraz niezawodność pracy. W praktyce, kruszarki te są często używane w zakładach recyklingowych, gdzie przetwarzane są odpady budowlane, a także w kopalniach, gdzie przygotowuje się surowce do dalszego przetworzenia. Dzięki dobrze zaprojektowanej konstrukcji oraz innowacyjnym rozwiązaniom technologicznym, kruszarki szczękowe stanowią kluczowy element wielu procesów technologicznych, zwiększając efektywność i jakość produkcji.