Pytanie 1
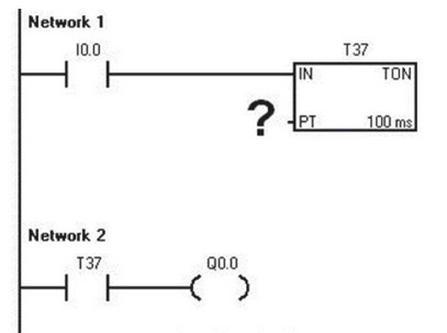
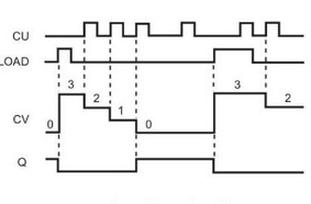
W przedstawionym na rysunku programie sterowania, na wyjściu Q0.0 sygnał logiczny 1 pojawi się po zliczeniu 3 impulsów
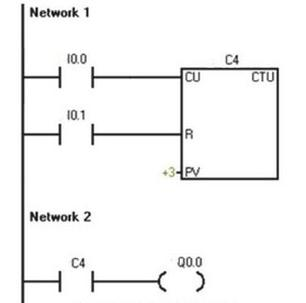
A. I0.1 w dół.
B. I0.0 w górę.
C. I0.0 w dół.
D. I0.1 w górę.
Odpowiedzi 'I0.1 w górę', 'I0.0 w dół' oraz 'I0.1 w dół' są błędne. Nie odpowiadają one temu, jak naprawdę działa licznik impulsów. Wejścia I0.0 i I0.1 mają różne zadania, a ich zrozumienie jest super ważne dla poprawnego działania systemów. Wejście I0.0 aktywuje zliczanie w górę, i to właśnie to musisz wiedzieć, żeby uzyskać sygnał logiczny na Q0.0. Gdybyś wybrał 'I0.1 w górę', mógłbyś pomyśleć, że można resetować licznik tylko przy sygnale wzrastającym, co nie jest zgodne z tym, jak te bloki działają. A przy 'I0.0 w dół' można by się pomylić, myśląc, że licznik działa w trybie zliczania w dół, co też mija się z prawdą. Liczniki impulsów, takie jak CTU, są stworzone do zliczania w górę, i to jest kluczowe dla efektywnego programowania. Rozumienie tych zasad jest ważne, bo w automatyce przemysłowej trzeba precyzyjnie modelować i programować logikę, żeby uniknąć błędów i mieć pewność, że systemy działają jak trzeba.