Pytanie 1
W celu zgrzania elementów stalowych poprzez kucie należy je nagrzać do uzyskania barwy
A. jasnożółtej
B. jasnoczerwonej.
C. oślepiająco białej.
D. ciemnoczerwonej.
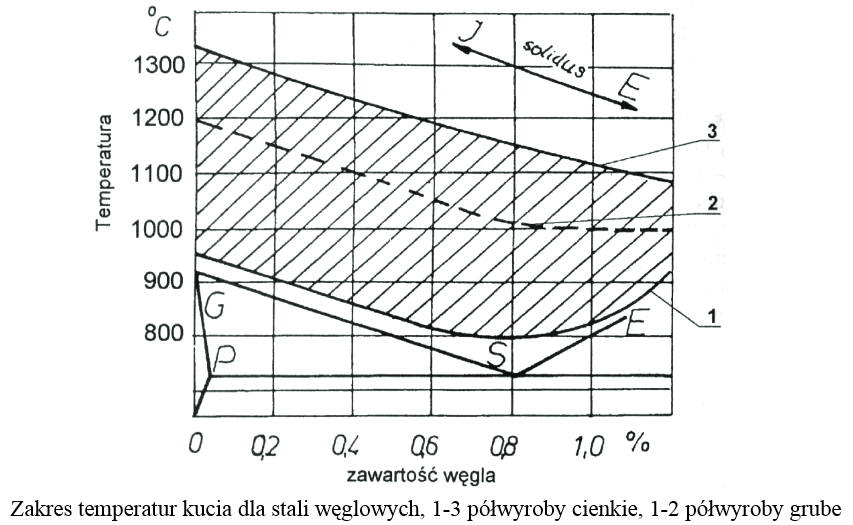
Wybór barwy jasnożółtej, jasnoczerwonej czy ciemnoczerwonej wynika często z niedostatecznego doświadczenia lub niepełnej znajomości procesów zachodzących podczas kucia stali. Jasnoczerwona i ciemnoczerwona barwa odpowiadają temperaturom znacznie niższym niż optymalne do kucia, zwykle mieszczącym się w przedziale 600–900°C. Przy takich temperaturach stal staje się twardsza i mniej plastyczna, co grozi powstawaniem mikropęknięć oraz szybszym zużyciem narzędzi. Z mojego doświadczenia wynika, że kucie przy tych kolorach często kończy się koniecznością podgrzewania materiału kilkakrotnie, a uzyskane odkształcenia są nierównomierne. Barwa jasnożółta sugeruje temperaturę około 1000–1100°C, co wprawdzie umożliwia już pewne operacje plastyczne, ale wciąż nie daje tej ‘miękkości’ materiału, jaka jest kluczowa przy ciężkich pracach kowalskich czy podczas wykonywania dużych przekrojów. Tutaj pojawia się typowy błąd myślowy: wielu osobom wydaje się, że im wyższa temperatura, tym lepiej, ale trzeba wiedzieć, że tylko barwa oślepiająco biała, czyli powyżej 1200°C, pozwala na bezpieczne i efektywne kucie większych elementów stalowych. W literaturze fachowej oraz w normach branżowych (jak choćby PN-EN 10027) jasno się zaznacza, że obróbka plastyczna na gorąco wymaga właśnie tak wysokiej temperatury. Zbyt niska temperatura to nie tylko większy wysiłek, ale realne ryzyko defektów – zwłaszcza w strukturze krystalicznej stali. Warto też pamiętać, że przegrzanie, czyli barwa zbliżona do intensywnego białego błysku, może prowadzić do przepalenia, ale to już inna granica niż ta, o którą pytano w zadaniu. Podsumowując – nie każda jasna lub czerwona barwa stali oznacza gotowość do kucia, a właściwy efekt uzyskuje się dopiero przy oślepiająco białym rozżarzeniu, kiedy materiał jest plastyczny i podatny na formowanie.