Pytanie 1
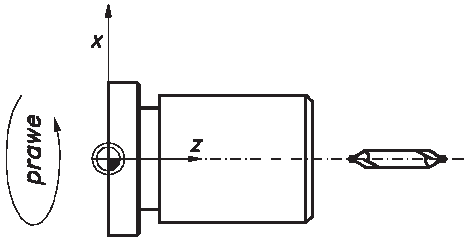
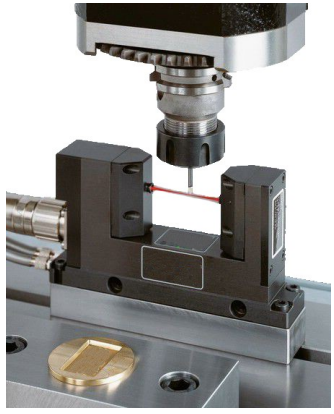
Na rysunku przedstawiono pomiar
A. temperatury płytki skrawającej.
B. bezdotykowy wartości korekcyjnej narzędzia.
C. chropowatości płytki skrawającej.
D. przesunięcia punktu zerowego przedmiotu.
Wybór odpowiedzi dotyczącej temperatury płytki skrawającej sugeruje nieporozumienie dotyczące funkcji pomiarów w obrabiarkach CNC. Pomiar temperatury, chociaż istotny w kontekście monitorowania procesów obróbczych, nie jest bezpośrednio związany z bezdotykowymi systemami pomiarowymi, które skupiają się na precyzyjnym określaniu wartości korekcyjnych. Chropowatość płytki skrawającej, choć również ważna, nie jest mierzona w sposób bezdotykowy w kontekście przedstawionym na rysunku. Z kolei przesunięcie punktu zerowego przedmiotu odnosi się do kalibracji maszyny, a nie do pomiaru wartości korekcyjnej narzędzia. To błędne podejście może prowadzić do nieprawidłowych założeń na temat znaczenia bezdotykowych pomiarów, które są kluczowe w precyzyjnej obróbce, zwłaszcza w przypadku materiałów wrażliwych na kontakt mechaniczny. Zrozumienie różnicy między tymi pomiarami jest niezbędne, aby skutecznie wykorzystać technologie w obróbce skrawaniem, co jest podstawą uzyskiwania wysokiej jakości produktów w przemyśle.