Pytanie 1
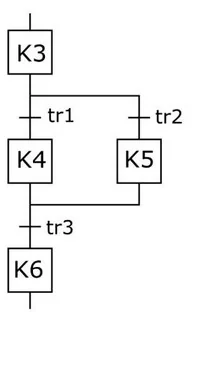
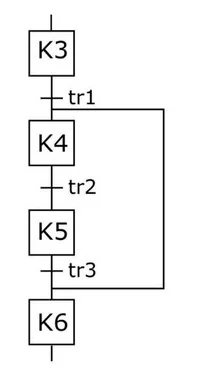
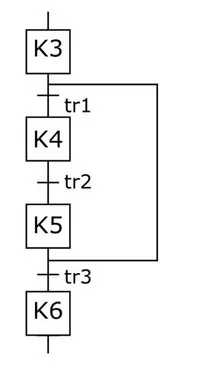
Które etapy zapewniają synchronizację zakończenia procedury współbieżnej w przedstawionym na rysunku diagramie Grafcet?
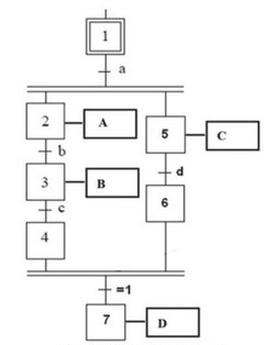
A. 4 i 6
B. Tylko 7
C. 2 i 5
D. Tylko 1
To, co zaznaczyłeś, jest jak najbardziej trafne! Etapy 4 i 6 w Grafcet rzeczywiście odpowiadają za synchronizację zakończenia procedur współbieżnych. W automatyce, jak pewnie wiesz, synchronizacja jest mega ważna, żeby wszystkie równoległe procesy zdążyły zakończyć swoje zadania zanim ruszymy dalej, czyli do etapu 7. Gdy etapy 4 i 6 są ostatnimi w swoich gałęziach, to ich ukończenie jest kluczowe do dalszego działania. Można by to porównać do sytuacji w fabryce, gdzie różne maszyny muszą skończyć pracę, zanim zaczniemy pakować gotowe produkty. W projektowaniu systemów z Grafcet warto pamiętać o takich synchronizacjach. Dzięki temu unikniemy problemów i zapewnimy niezawodność procesów. Tak więc, dobrze, że rozumiesz ten diagram, to naprawdę ważne dla skutecznej automatyzacji.