Pytanie 1
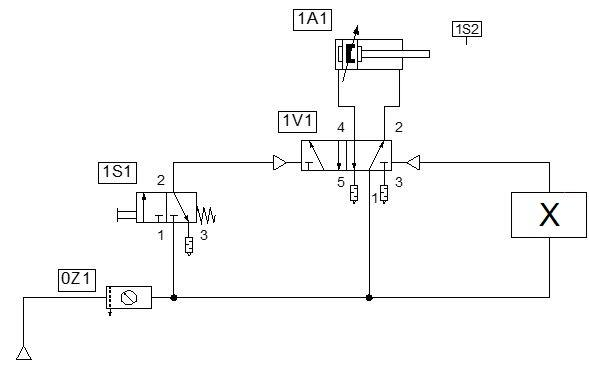
Które połączenie elementów układu pneumatycznego zapewnia spowolnienie ruchu tłoczyska siłownika tylko i wyłącznie podczas wysuwania się?
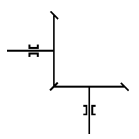
A. Schemat połączenia 3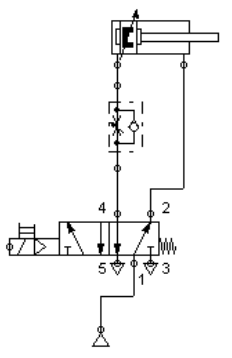
B. Schemat połączenia 2
C. Schemat połączenia 4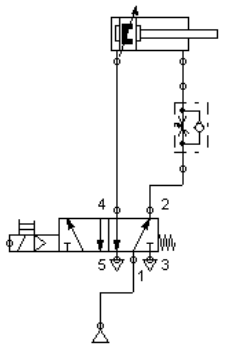
D. Schemat połączenia 1
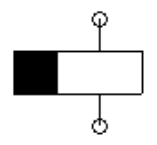
Schemat połączenia 3 pokazuje typową aplikację dławika jednokierunkowego w układzie pneumatycznym, umieszczonego na przewodzie zasilającym komorę wysuwu siłownika. Dzięki temu rozwiązaniu uzyskujemy spowolnienie ruchu tłoczyska wyłącznie podczas wysuwania, natomiast powrót odbywa się bez dodatkowego oporu dzięki wbudowanemu zaworowi zwrotnemu. Takie rozwiązanie jest często stosowane w automatyce przemysłowej, gdzie istotne jest precyzyjne sterowanie prędkością wysuwu – np. przy podnoszeniu lub przesuwaniu elementów delikatnych, które nie mogą być przesuwane zbyt gwałtownie. Moim zdaniem to najlepszy sposób, bo eliminuje problem szarpania i pozwala na naprawdę płynne ruchy siłownika. Branżowe normy, np. dotyczące bezpieczeństwa maszyn (PN-EN ISO 4414), rekomendują właśnie takie umieszczanie dławików, żeby ograniczać ryzyko niekontrolowanych ruchów. Co ciekawe, w praktyce wielu początkujących automatyków myli umiejscowienie dławika, a to właśnie kierunek tłoczenia powietrza i obecność zaworu zwrotnego decydują o skuteczności regulacji. Warto pamiętać, że w ten sposób nie ograniczamy powrotu, co w wielu aplikacjach pozwala na szybsze cykle pracy. Ta wiedza bardzo się przydaje, kiedy projektuje się bardziej zaawansowane układy czy modernizuje istniejące linie produkcyjne.