Pytanie 1
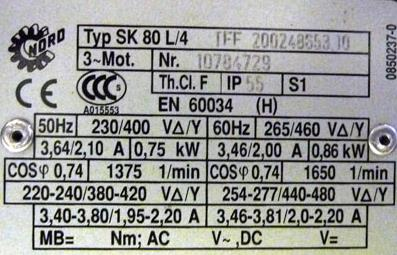
Wskaż, na podstawie przedstawionej tabliczki silnika indukcyjnego klatkowego, znamionowe wartości napięcia i prądu, jeśli uzwojenia silnika skojarzone są w trójkąt a częstotliwość napięcia zasilania wynosi 60 Hz.
A. 265 V, 3,46 A
B. 230 V, 3,64 A
C. 400 V, 2,10 A
D. 460 V, 2,00 A
Wybrałeś dokładnie te wartości, które powinny Cię zainteresować, gdy uzwojenia silnika są połączone w trójkąt, a częstotliwość zasilania wynosi 60 Hz. Tabliczka znamionowa podaje dla 60 Hz dwie pary wartości: 265/460 V oraz 3,46/2,00 A. Pierwsza wartość z każdej pary dotyczy połączenia Δ (trójkąt), a druga Y (gwiazda). W praktyce, jeśli masz sieć zasilającą 265 V i chcesz pracować na 60 Hz, musisz połączyć uzwojenia w trójkąt i wtedy silnik pobierze prąd 3,46 A. To bardzo ważne, bo niepoprawne połączenie powoduje przegrzewanie się maszyny, zbyt duży pobór prądu albo nawet uszkodzenie silnika – i to już nie są żarty. Tak swoją drogą, sporo osób myli te wartości, odczytując je z tabliczki, zwłaszcza gdy są podane dwa napięcia. W dokumentacji i normach, np. PN-EN 60034, zawsze podkreśla się, żeby przy doborze i podłączeniu analizować nie tylko napięcie, ale też częstotliwość i układ połączeń. Można tu też przypomnieć, że w instalacjach przemysłowych czasem stosuje się napięcia zbliżone do tych 265 V/60 Hz, na przykład w niektórych krajach poza Europą, gdzie sieć różni się od naszej. Dobrą praktyką jest więc zawsze czytanie tabliczki do końca i nie zgadywanie, bo silnik nie wybacza błędów tak łatwo jak elektronika. Z własnego doświadczenia powiem: kiedyś ktoś ustawił 400 V w trójkąt zamiast gwiazdy – silnik wytrzymał 2 minuty. Dlatego zawsze patrz na częstotliwość i układ, zanim podłączysz zasilanie.