Pytanie 1
Który z wymienionych zaworów działa zgodnie z zamieszczoną tabelą prawdy?
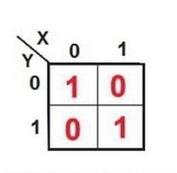
| X | Y | A |
|---|---|---|
| 0 | 0 | 0 |
| 1 | 0 | 0 |
| 0 | 1 | 0 |
| 1 | 1 | 1 |
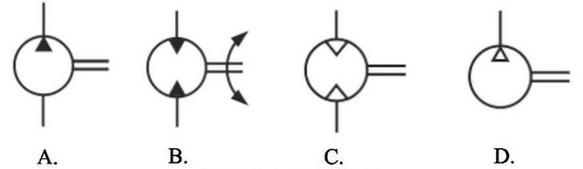
A. Podwójnego sygnału.
B. Przełączenia obiegu.
C. Szybkiego spustu.
D. Dławiąco-zwrotny.
Zawór podwójnego sygnału, zgodnie z przedstawioną tabelą prawdy, funkcjonuje na zasadzie logicznej AND, co oznacza, że jego aktywacja wymaga jednoczesnego wystąpienia dwóch sygnałów wejściowych. Taki mechanizm jest istotny w wielu zastosowaniach przemysłowych, gdzie bezpieczeństwo i precyzyjna kontrola są kluczowe. Przykładem może być system automatyki, w którym zawór podwójnego sygnału zapewnia, że tylko w momencie, gdy oba warunki bezpieczeństwa są spełnione, dochodzi do uruchomienia urządzenia. W praktyce, zawory te są często stosowane w układach hydraulicznych i pneumatycznych, gdzie wymagane są dwa sygnały do aktywacji, co minimalizuje ryzyko przypadkowego działania. Dodatkowo, w kontekście standardów branżowych, stosowanie zaworów podwójnego sygnału jest zalecane przez normy dotyczące bezpieczeństwa maszyn, co podkreśla ich znaczenie w zapewnieniu niezawodności i efektywności systemów automatyzacji.