Pytanie 1
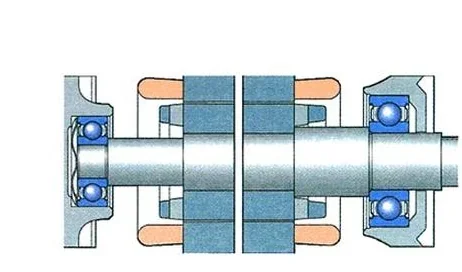
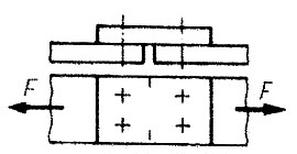
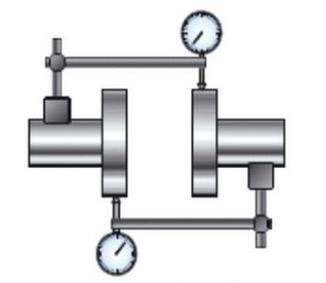
Na zdjęciu przedstawiono sprzęgło

A. kołnierzowe.
B. zębate.
C. kłowe.
D. tulejowe.
Niepoprawne odpowiedzi można analizować w kontekście cech charakterystycznych różnych typów sprzęgieł. Sprzęgło zębate, które często mylone jest ze sprzęgłem kłowym, opiera swoje działanie na zazębianiu zębów, co zapewnia bardziej stałe połączenie w porównaniu do sprzęgła kłowego. Taki mechanizm może być bardziej odpowiedni w sytuacjach wymagających stałego połączenia, jednak nie zawsze gwarantuje elastyczność, jaką oferuje sprzęgło kłowe. Kolejną błędną koncepcją jest sprzęgło tulejowe, które działa na zasadzie osadzenia wałów w tulejach, co jest typowe dla zastosowań, gdzie nie ma potrzeby dużych momentów obrotowych. Sprzęgło kołnierzowe natomiast, charakteryzuje się połączeniem za pomocą kołnierzy, co sprawia, że jest ono bardziej skomplikowane w montażu i demontażu, a także mniej efektywne w przenoszeniu momentu obrotowego w porównaniu do sprzęgła kłowego. Często błąd w wyborze odpowiedzi wynika z mylnego rozumienia konstrukcji sprzęgieł oraz ich zastosowania w praktyce. Zrozumienie, jakie są różnice między tymi rodzajami sprzęgieł, oraz ich specyfikacje techniczne, jest kluczowe dla właściwego doboru komponentów w mechanice i inżynierii.