Pytanie 1
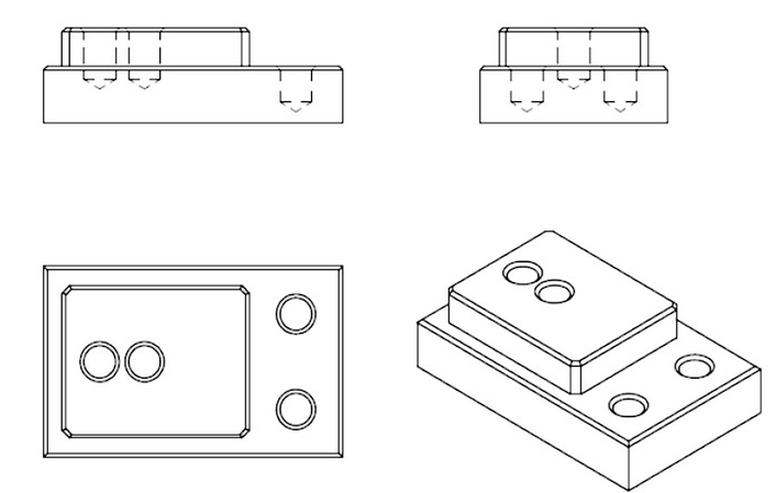
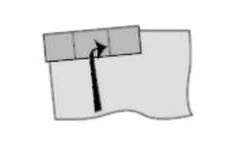
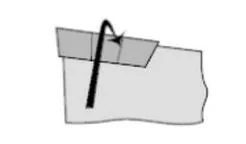
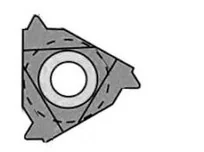
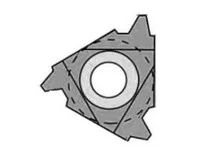
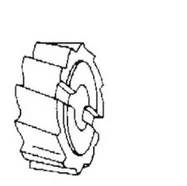
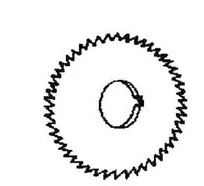
Na którym rysunku przedstawiono zabieg pogłębiania walcowo-czołowego?
A. B.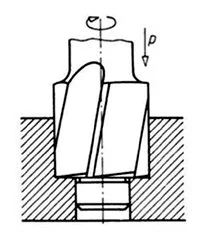
B. A.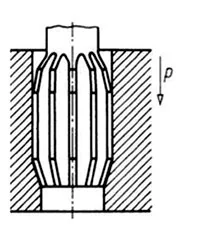
C. C.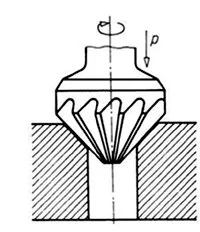
D. D.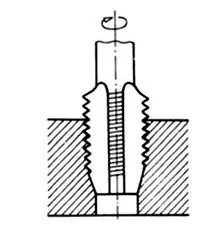
Zabieg pogłębiania walcowo-czołowego, przedstawiony na rysunku B, jest techniką obróbcza, która polega na jednoczesnym zwiększeniu średnicy oraz głębokości otworu w materiale. Wykorzystuje się w nim narzędzie, które łączy w sobie ruch obrotowy i posuwowy, co pozwala na precyzyjne i efektywne usuwanie materiału. Tego rodzaju operacje są szczególnie istotne w przemyśle mechanicznym, gdzie wymagana jest wysoka jakość otworów, zwłaszcza w zastosowaniach takich jak produkcja elementów maszyn czy konstrukcji. W standardach branżowych, takich jak ISO 2790, określone są wymagania dotyczące dokładności i jakości powierzchni otworów pogłębianych w różnych materiałach. Zastosowanie odpowiednich narzędzi, jak wierteł czy narzędzi walcowo-czołowych, znacząco wpływa na efektywność procesu obróbki. Dzięki dobrze przeprowadzonemu zabiegowi można uzyskać otwory o odpowiednich tolerancjach, co jest kluczowe w wielu zastosowaniach inżynieryjnych.