Pytanie 1
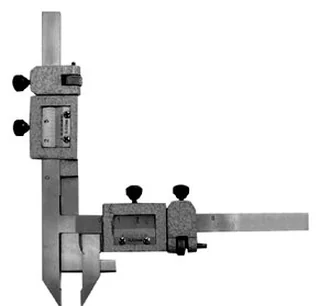
Mikrometr służący do pomiaru modułu kół zębatych przedstawiono na rysunku oznaczonym literą
A. A.
B. D.
C. C.
D. B.
Wybór odpowiedzi A, B czy C może wynikać z tego, że nie do końca rozumiesz, jak działają narzędzia pomiarowe w inżynierii mechanicznej. Te odpowiedzi nie biorą pod uwagę, jakimi właściwościami charakteryzuje się mikrometr do pomiaru modułów kół zębatych. Może pomyślałeś o innych narzędziach, jak suwmiarki, ale one nie są przystosowane do takiego pomiaru. Mikrometry do pomiaru modułów mają specjalną budowę, na przykład walcowate końcówki, które pasują idealnie do zębów kół zębatych – to bardzo istotne, żeby uzyskać dokładne wyniki. Twoje odpowiedzi nie odnoszą się też do tego, jak ważne są pomiary modułów w praktyce, szczególnie w projektowaniu i sprawdzaniu jakości kół zębatych. W inżynierii trzeba naprawdę umieć rozróżniać narzędzia i wiedzieć, do czego służą, bo pomylenie ich zastosowania może prowadzić do poważnych problemów w produkcji i ocenie jakości.