Pytanie 1
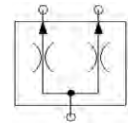
Którego miernika należy użyć do pomiaru napięcia o wartości 230 V AC, 50 Hz?
A. Miernik 3
B. Miernik 4
C. Miernik 3
D. Miernik 1
Zdarza się, że wybierając miernik do pomiaru napięcia sieciowego, kierujemy się nieodpowiednimi kryteriami, na przykład sugerujemy się klasą dokładności, wyglądem lub po prostu nie zwracamy uwagi na zakres pomiarowy i rodzaj napięcia, do którego urządzenie jest przeznaczone. W przypadku napięcia 230 V AC, podstawowym wymogiem jest, aby miernik posiadał skalę co najmniej do tej wartości, a najlepiej z pewnym zapasem – to standard bezpieczeństwa i wygody pracy. Wybór miernika o zakresie do 50 V czy 40 V, jak widać na zdjęciach pierwszego i czwartego, prowadzi do błędów, bo te przyrządy są zupełnie nieprzystosowane do pomiarów tak wysokich napięć. Próba użycia ich w sieci 230 V może skończyć się uszkodzeniem urządzenia, a nawet zagrożeniem dla zdrowia. Spotkałem się nieraz z sytuacjami, gdzie ktoś tak ryzykował i później musiał tłumaczyć się przed nauczycielem albo szefem, bo sprzęt nie wytrzymał. Z kolei miernik numer 2, choć zakresowo się nadaje, nie posiada symbolu napięcia przemiennego (brak znaku ~), więc może być przeznaczony wyłącznie do napięć stałych – to niestety częsty błąd, bo nie każdy miernik napięcia nadaje się do różnych rodzajów prądu. W praktyce, wybierając miernik do konkretnego zastosowania, trzeba zawsze sprawdzić zarówno zakres, jak i typ mierzonego napięcia, bo to podstawa bezpieczeństwa i zgodności z normami branżowymi. Moim zdaniem, zbyt pochopne decyzje w tym zakresie wynikają głównie z pośpiechu i braku doświadczenia – a przecież chodzi tu nie tylko o prawidłowy pomiar, ale i o nasze bezpieczeństwo. Warto o tym pamiętać przy każdej pracy z instalacją elektryczną.