Pytanie 1
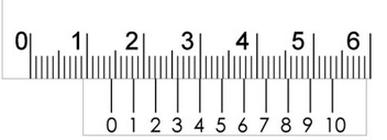
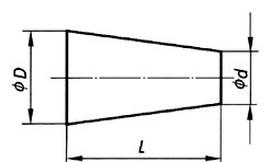
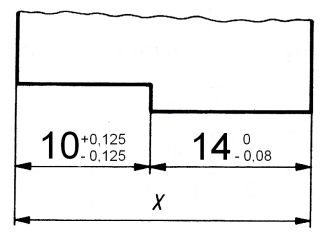
Którym przyrządem pomiarowym należy zmierzyć długość wałka pokazanego na rysunku?

A. Suwmiarką o zakresie pomiarowym 0-150 mm i dokładności 0,1 mm
B. Suwmiarką o zakresie pomiarowym 0-150 mm i dokładności 0,05 mm
C. Mikrometrem o zakresie pomiarowym 100-125 mm
D. Mikrometrem o zakresie pomiarowym 75-100 mm
Wybór niewłaściwego narzędzia pomiarowego, takiego jak mikrometr o zakresie 75-100 mm czy suwmiarka, może prowadzić do wielu problemów w dokładności pomiaru. Mikrometr o zakresie 75-100 mm nie jest odpowiedni, ponieważ jego maksymalne możliwe mierzone wymiary kończą się na 100 mm. To oznacza, że jeśli długość wałka wyniesie nawet 100,01 mm, narzędzie nie będzie w stanie tego zmierzyć, co może prowadzić do błędnych wyników i decyzji na podstawie niedokładnych danych. Z kolei suwmiarka, mimo że jest narzędziem wszechstronnym, nie oferuje takiej samej precyzji jak mikrometr, co czyni ją niewłaściwym wyborem w tym przypadku. W praktyce, w sytuacjach wymagających wysokiej dokładności, użyciem suwmiarki można ryzykować błędy pomiarowe, które mogą być konsekwentnie większe niż w przypadku mikrometru. Takie podejście do pomiarów często wynika z niedostatecznej znajomości narzędzi pomiarowych oraz ich właściwości, co może prowadzić do ogólnych nieporozumień w zakresie decyzji inżynieryjnych. Wybierając narzędzie do pomiaru, kluczowe jest zrozumienie ograniczeń i specyfikacji każdego z nich w kontekście wymagań pomiarowych, co jest fundamentalnym błędem, który prowadzi do wyboru niewłaściwego narzędzia.