Pytanie 1
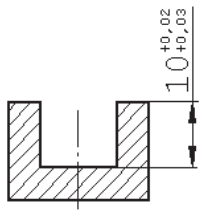
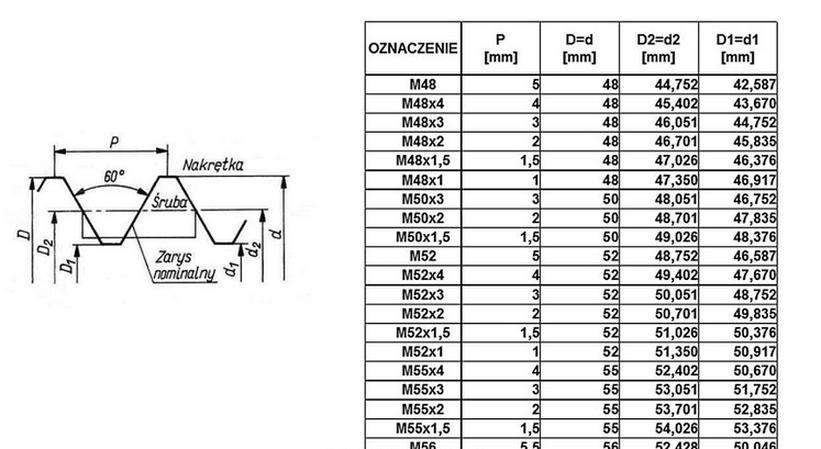
Widoczne na rysunku oznaczenie informuje, że na powierzchni czołowej wałka należy wykonać zabieg

A. nawiercania.
B. rozwiercania.
C. pogłębiania.
D. gwintowania.
Niewłaściwe odpowiedzi, takie jak pogłębianie, rozwiercanie czy gwintowanie, wskazują na nieporozumienie w zakresie procesów obróbczych. Pogłębianie jest procesem, który ma na celu zwiększenie średnicy istniejącego otworu, co w kontekście podanego pytania nie jest adekwatne, gdyż mówimy o wykonywaniu otworu od podstaw. Z kolei rozwiercanie polega na rozszerzaniu otworów, co również nie odnosi się do oznaczenia, które sugeruje stworzenie nowego otworu. Gwintowanie, z drugiej strony, to proces wytwarzania gwintów wewnętrznych lub zewnętrznych, co jest zupełnie innym zabiegiem, wymagającym innego podejścia oraz narzędzi. Typowe błędy myślowe, które prowadzą do takich odpowiedzi, to mylenie różnych procesów obróbczych oraz brak znajomości ich zastosowań. W praktyce, znajomość poszczególnych technik obróbczych oraz ich odpowiednie oznaczenia jest kluczowa w kontekście produkcji, gdyż błędne podejście może prowadzić do niewłaściwego wykonania elementów, co z kolei wpływa na jakość i bezpieczeństwo finalnych produktów. Dlatego tak ważne jest, aby przed przystąpieniem do obróbki zapoznać się z obowiązującymi normami i standardami.