Pytanie 1
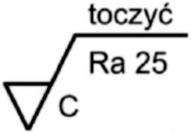
Na którym rysunku przedstawiono symbol graficzny do oznaczania chropowatości powierzchni otrzymanej obróbką skrawaniem z kierunkowością struktury powierzchni?

A. Na rysunku 4.
B. Na rysunku 3.
C. Na rysunku 2.
D. Na rysunku 1.
Wybór innego rysunku może wskazywać na to, że nie do końca zrozumiałeś, jak oznaczać chropowatość powierzchni przy obróbce skrawaniem. Rysunki 1, 2 i 4 pokazują symbole, które nie biorą pod uwagę kierunkowości struktury, a to jest mega ważne, kiedy musimy precyzyjnie kontrolować te parametry. Często myli się, że ogólny symbol chropowatości wystarczy. A tymczasem, w niektórych procesach produkcyjnych musimy określić nie tylko chropowatość, ale też kierunek obróbki, bo różne kierunki mogą mieć różne właściwości. Czasem symbole na rysunkach mogą być źle interpretowane jak standardowe oznaczenia chropowatości, chociaż wcale nie spełniają norm ISO. Takie błędy mogą prowadzić do zamieszania między inżynierami, a to wpływa na jakość produktu końcowego. Dlatego warto dobrze poznać symbolikę chropowatości, żeby uniknąć nieporozumień.