Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 27/40 punktów (67,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie fragmentu instrukcji serwisowej wskaż prawdopodobną przyczynę nieprawidłowej pracy urządzenia, jeżeli na jego wyświetlaczu wyświetla się kod błędu F4.
| KODY BŁĘDÓW | ||
|---|---|---|
| Nr | Kod błędu | Problem |
| 1. | E1 | Usterka czujnika temperatury pomieszczenia |
| 2. | E2 | Usterka czujnika temperatury wymiennika zewn. |
| 3. | E3 | Usterka czujnika temperatury wymiennika wewn. |
| 4. | E4 | Usterka silnika jednostki wewnętrznej lub problem z sygnałem zwrotnym |
| 5. | E5 | Brak komunikacji między jednostkami wewn. i zewn. |
| 6. | F0 | Usterka silnika prądu stałego wentylatora jednostki zewn. |
| 7. | F1 | Uszkodzenie modułu IPM |
| 8. | F2 | Uszkodzenie modułu PFC |
| 9. | F3 | Problem ze sprężarką |
| 10. | F4 | Błąd czujnika temperatury przegrzania |
| 11. | F5 | Zabezpieczenie temperatury głowicy sprężarki |
| 12. | F6 | Błąd czujnika temperatury otoczenia jednostki zewn. |
| 13. | F7 | Zabezpieczenie przed zbyt wysokim lub za niskim na- pięciem zasilania |
| 14. | F8 | Błąd komunikacji modułów jednostki zewnętrznej |
| 15. | F9 | Błąd pamięci EEPROM jednostki zewnętrznej |
| 16. | FA | Błąd czujnika temperatury ssania (uszkodzenie zaworu 4 drogowego) |
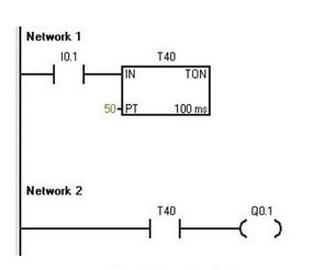
W przedstawionym programie załączenie Q0.1 jest opóźnione w stosunku do sygnału załączającego wejścia I0.1 o 5 sekund. Jaką wartość należy ustawić na wejściu PT układu czasowego, aby opóźnienie to wzrosło do 15 minut?
W systemie regulacji dwupołożeniowej
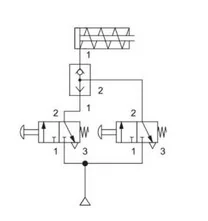
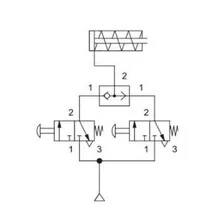
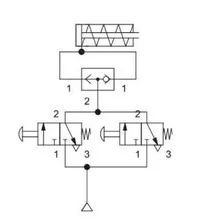
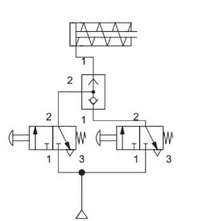
Na którym schemacie układu elektropneumatycznego prawidłowo narysowane zostało połączenie przełącznika obiegu z siłownikiem i zaworami?
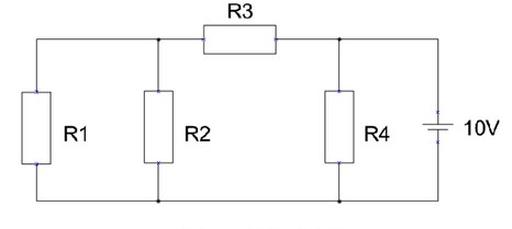
W obwodzie o schemacie przedstawionym na rysunku wartości rezystancji wynoszą: R1 = R2 = 100 Ω, R3 = R4 = 50 Ω. Określ, który z rezystorów jest uszkodzony, jeżeli przez źródło płynie prąd o natężeniu 100 mA.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
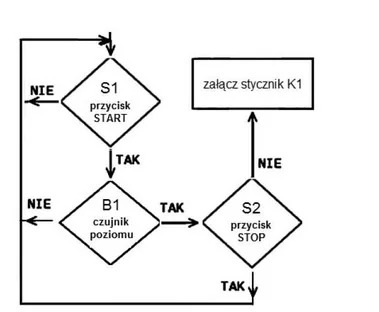
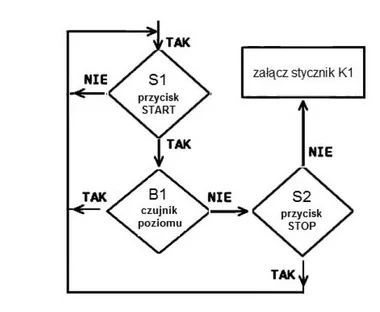
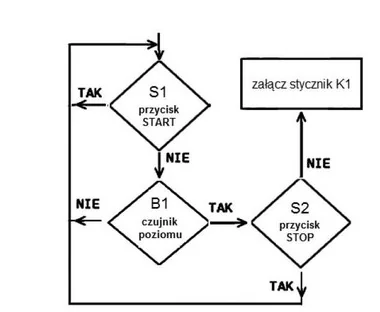
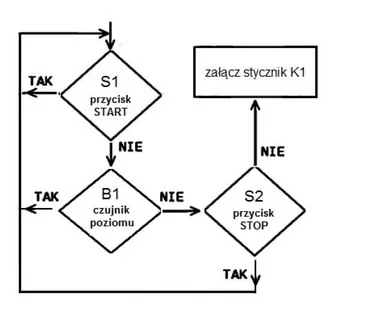
Stycznik K1 silnika M1 mieszadła załączony jest wtedy, gdy wciśnięty jest przycisk S1 START rozpoczynający proces wyrobu masy plastycznej, gdy czujnik poziomu B1 jest aktywny, natomiast przycisk S2 STOP jest w pozycji niewciśniętej. Który schemat blokowy przedstawia opisany proces?
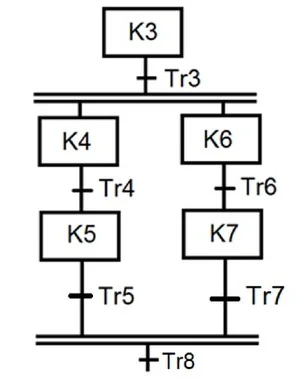
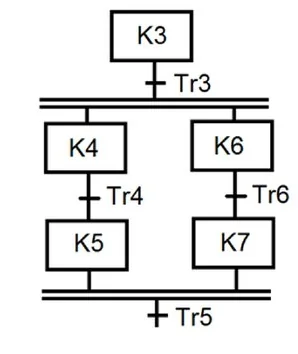
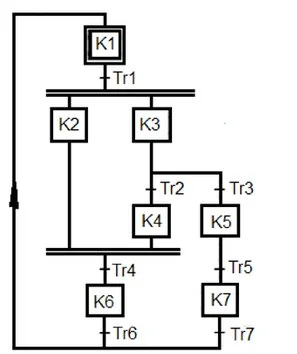
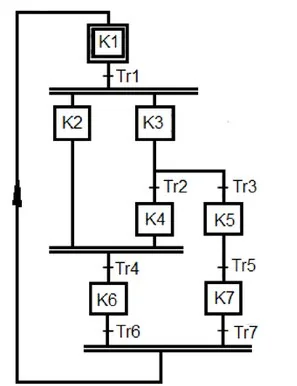
Który z algorytmów zawiera sekwencję współbieżną zapisaną zgodnie z zasadami języka SFC?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Konwersja programu napisanego w języku LD na kod maszynowy, który jest zrozumiały dla jednostki centralnej PLC, odbywa się w środowisku narzędziowym PLC przy użyciu polecenia
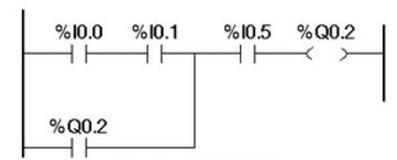
Które stwierdzenie dotyczące działania przedstawionego programu jest prawdziwe?

Jaką czynność należy wykonać jako pierwszą przed rozpoczęciem instalacji oprogramowania dedykowanego do programowania sterowników PLC?
Która funkcja logiczna jest realizowana przez przedstawiony program
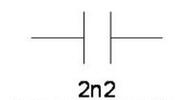
Pojemność przedstawianego na rysunku symbolu kondensatora wynosi
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
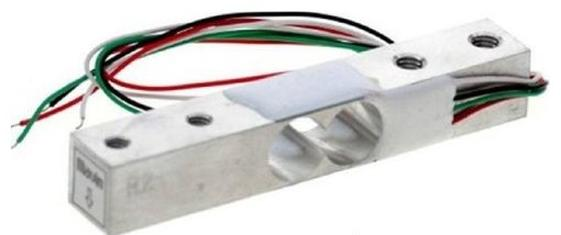
Przedstawione na ilustracji urządzenie służy do

Jaki jest główny cel stosowania symulatorów w edukacji mechatronicznej?
Którą funkcję logiczną realizuje program napisany w języku listy instrukcji?
| LD ( | %I0.1 |
| ANDN | %I0.2 |
| ) | |
| OR ( | %I0.2 |
| ANDN | %I0.1 |
| ) | |
| ST | %Q0.1 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie informacje powinien zawierać raport z realizowanych prac konserwacyjnych frezarki numerycznej?
Jakie kluczowe cechy funkcjonalne powinien mieć system sterowania układem nawrotnym dla silnika elektrycznego?
W podręczniku obsługi silnika zasilanego napięciem 400 V i kontrolowanego przez PLC powinna być zawarta informacja: Przed rozpoczęciem prac konserwacyjnych należy odłączyć wszystkie obwody zasilające.
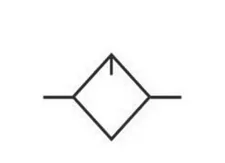
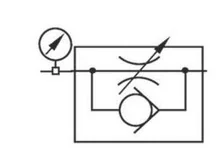
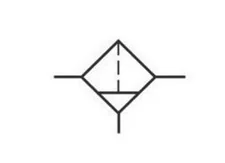
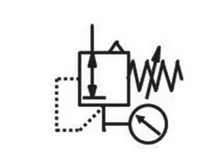
Na rysunku przedstawiono element układu zasilania instalacji pneumatycznej. Który z zamieszczonych symboli graficznych wykorzystywany jest w dokumentacji technicznej do przedstawienia tego elementu?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jak powinna przebiegać poprawna kolejność instalacji systemu sprężonego powietrza z wykorzystaniem przewodów poliamidowych?
Jakiego rodzaju oprogramowanie należy zastosować do przedstawienia procesu produkcji?
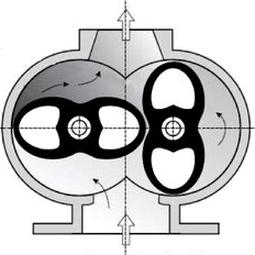
Przedstawiony na rysunku element układu zasilającego urządzenie mechatroniczne jest pompą
Jaki parametr oraz na jaką wartość powinien zostać ustawiony, aby regulator PD funkcjonował jako regulator P? (Kp – wzmocnienie części proporcjonalnej, Td - czas różniczkowania)
Która z podanych czynności związanych z eksploatacją napędu elektrycznego jest sprzeczna z zasadami obsługi tych urządzeń?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie stany powinny się pojawić na kolejnych wyjściach bramek Q1, Q2, Q3, Q podczas sprawdzania przedstawionego układu po podaniu stanów wysokich na wejścia A i B?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Którego symbolu należy użyć, aby przedstawić łożysko toczne poprzeczne na schemacie kinematycznym mechanizmu?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które parametry urządzenia mechatronicznego można kontrolować za pomocą przedstawionej na ilustracji belki tensometrycznej?