Pytanie 1
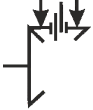
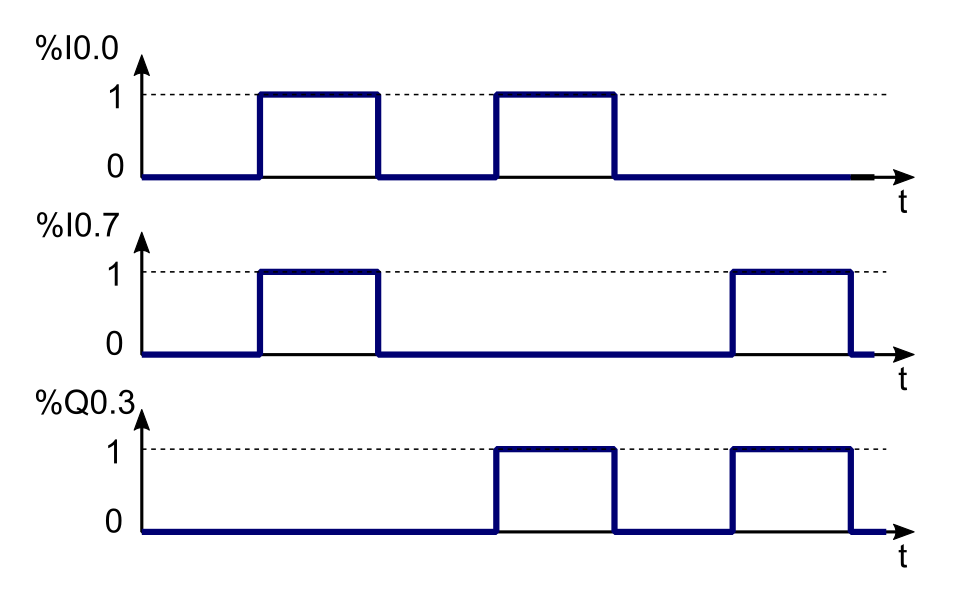
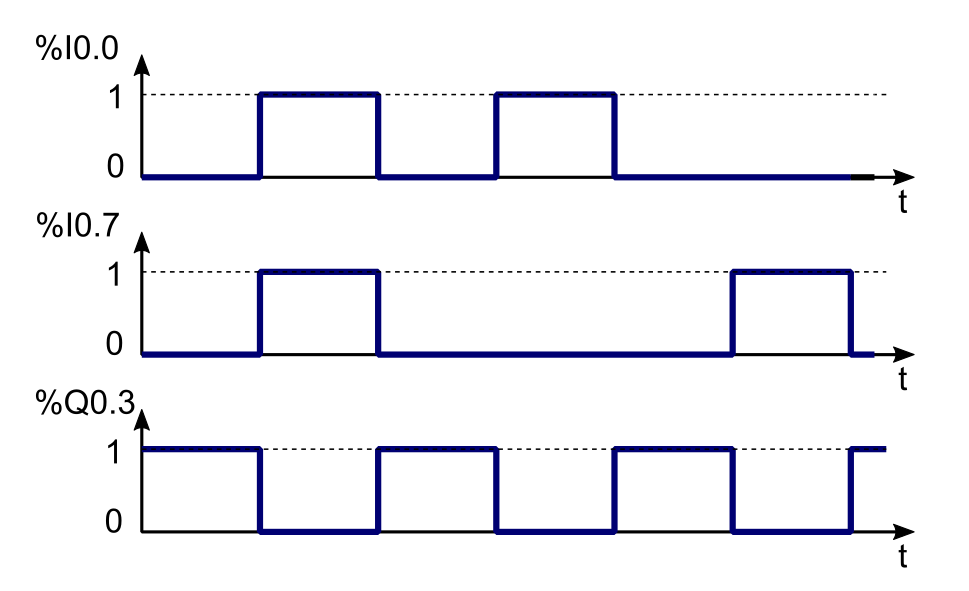
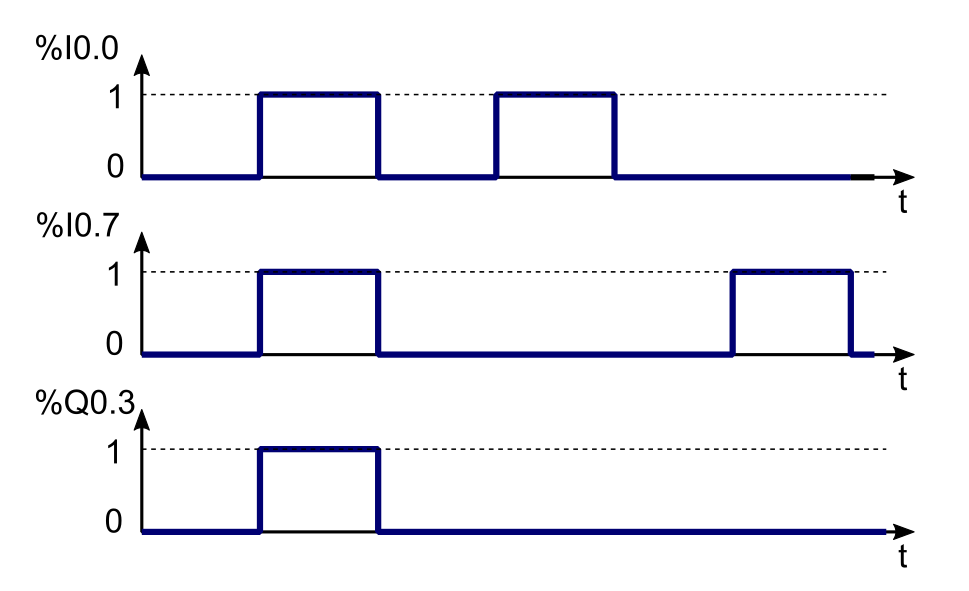
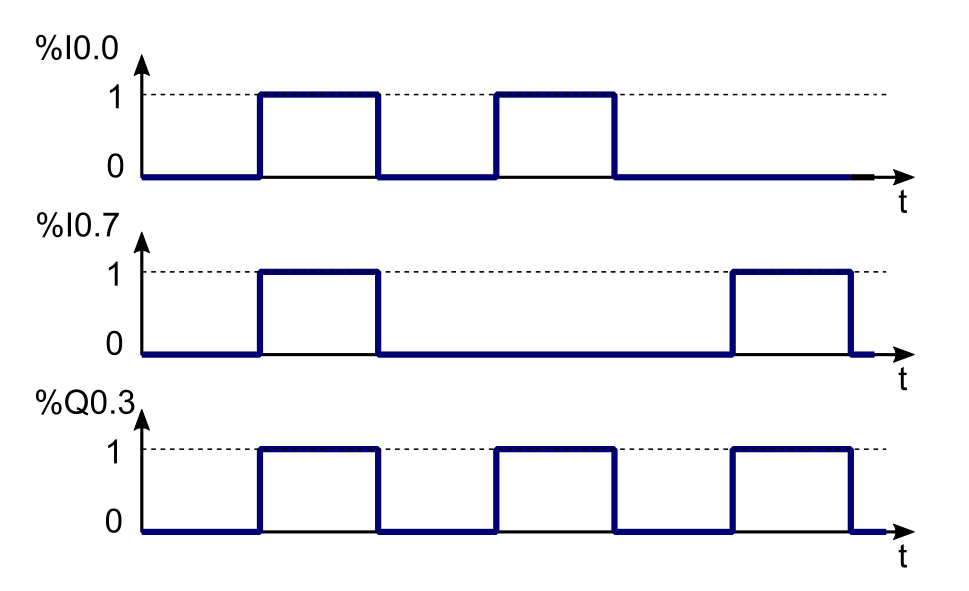
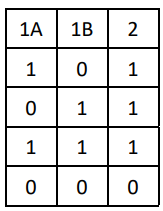
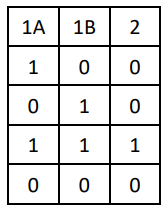
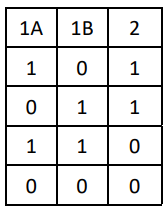
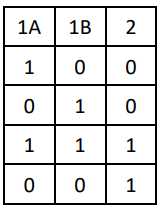
Na którym rysunku prawidłowo przedstawiono początek sekwencji współbieżnej sieci SFC?
A. Rysunek 2.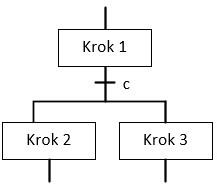
B. Rysunek 4.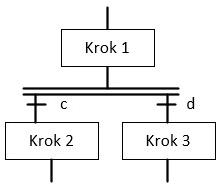
C. Rysunek 1.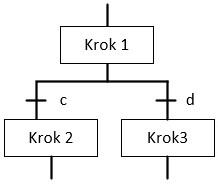
D. Rysunek 3.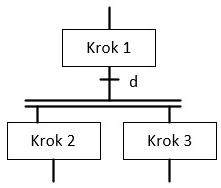
Świetnie, wybrałeś poprawną odpowiedź! Rysunek 3 dokładnie przedstawia początek sekwencji współbieżnej w sieci SFC. W tym przypadku, po zakończeniu Kroku 1 uruchamiane są równocześnie dwa procesy: Krok 2 i Krok 3, co pokazuje podwójna linia pozioma. To jest kluczowe w projektowaniu systemów sterowania, gdzie równoległość procesów jest niezbędna dla efektywności i szybkości działania. W praktyce, takie rozwiązanie znajduje zastosowanie w systemach automatyki przemysłowej, gdzie różne zadania muszą być uruchamiane jednocześnie, na przykład w produkcji automatycznej. Warto zwrócić uwagę, że takie podejście jest zgodne ze standardami IEC 61131-3, które definiują struktury języka programowania dla PLC. Równoległe procesy mogą być zarządzane za pomocą odpowiednio zaprojektowanych bramek logicznych, które zapewniają synchronizację i bezkolizyjne działanie zadań. Moim zdaniem, jeżeli planujesz zajmować się projektowaniem systemów automatyki, zrozumienie i umiejętność implementacji takich sekwencji jest nieoceniona. Zawsze pamiętaj o optymalnym wykorzystaniu zasobów i zminimalizowaniu czasu przetwarzania, co jest kluczowe w dynamicznych środowiskach produkcyjnych.