Pytanie 1
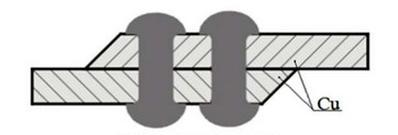
Na podstawie oznaczenia materiału łączonych blach dobierz materiał, z którego powinny być wykonane nity.
A. Cynk.
B. Stal ocynkowana.
C. Miedź.
D. Aluminium i jego stopy.
Odpowiedź "Miedź" jest poprawna, ponieważ materiał, z którego wykonane są nity, powinien być zgodny z materiałem łączonych blach. Oznaczenie "Cu" na załączonym obrazku wskazuje na miedź, co oznacza, że blachy zostały wykonane z miedzi lub mają miedzianą powłokę. Stosowanie nitów z tego samego materiału, co blachy, jest kluczowe, aby uniknąć problemów z korozją galwaniczną, która może wystąpić, gdy różne materiały są ze sobą połączone. W praktyce, w budownictwie i przemyśle motoryzacyjnym miedź jest często wykorzystywana ze względu na swoje doskonałe właściwości mechaniczne oraz odporność na korozję. Wybór nitów miedzianych jest zatem zgodny z najlepszymi praktykami inżynieryjnymi, zapewniając długotrwałość i bezpieczeństwo połączeń.