Pytanie 1
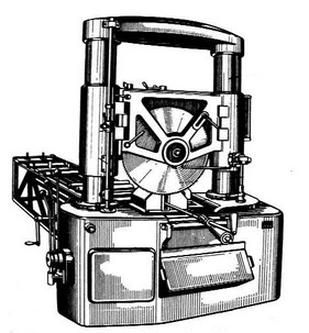
Która tokarka dysponuje pionowym wrzecionem i jest stworzona do obróbki elementów o dużych średnicach, stosunkowo niewielkiej wysokości oraz masie do 200 ton?
A. Rewolwerowa
B. Wielonożowa
C. Karuzelowa
D. Kłowa
Tokarka karuzelowa charakteryzuje się pionowym wrzecionem, co umożliwia efektywną obróbkę dużych i ciężkich przedmiotów. Dzięki swojej konstrukcji, tokarki te są idealne do pracy z detalami o dużej średnicy i niewielkiej wysokości, co czyni je niezastąpionymi w przemyśle ciężkim. Przykłady zastosowania to obróbka elementów takich jak koła zamachowe, dużych wirników czy obudów maszyn. Tokarki karuzelowe są w stanie obsługiwać przedmioty o masie sięgającej 200 ton, co sprawia, że są wykorzystywane w zakładach zajmujących się produkcją i remontem dużych maszyn. Zastosowanie tych tokarek pozwala na zwiększenie wydajności produkcji oraz poprawę jakości obróbki, dzięki precyzyjnemu przemieszczeniu narzędzi w stosunku do obrabianego elementu. W przemyśle, dobrym przykładem standardu jakości w obróbce jest norma ISO 9001, która podkreśla znaczenie efektywności procesów wytwórczych, co jest w pełni realizowane przez tokarki karuzelowe.