Pytanie 1
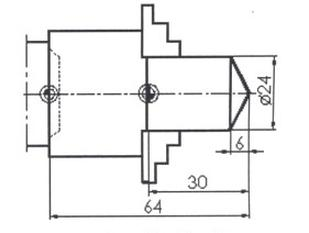
Nacięcie gwintu w części przedstawionej na rysunku poprzedzają (w kolejności technologicznej) następujące zabiegi:

A. nawiercanie, pogłębianie, toczenie rowka, toczenie sfazowań.
B. nawiercanie, toczenie wzdłużne, toczenie poprzeczne, toczenie sfazowań.
C. toczenie poprzeczne, toczenie wzdłużne, toczenie sfazowań, toczenie rowka.
D. toczenie wzdłużne, toczenie poprzeczne, toczenie rowka, nawiercanie.
W analizowanych odpowiedziach błędnie przedstawione sekwencje obróbcze mogą prowadzić do poważnych problemów w procesie nacięcia gwintu. Na przykład, jeśli toczenie wzdłużne byłoby pierwszym krokiem, detale nie byłyby odpowiednio uformowane do dalszej obróbki, co może skutkować niedokładnościami w wymiarach. Podobnie toczenie rowka przed toczeniem sfazowań nie tylko narusza kolejność technologicznych operacji, ale również może prowadzić do uszkodzenia krawędzi narzędzia, co z kolei obniża jakość nacięcia gwintu. W toczeniu wzdłużnym kluczowe jest, aby mieć odpowiednie parametry prędkości i posuwu, które są dostosowane do materiału obrabianego; błędna kolejność tych zabiegów może prowadzić do nadmiernego zużycia narzędzi oraz zniekształceń detali. Często zdarza się również, że nieuważne podejście do tych operacji skutkuje niezgodnościami z normami jakości, co w konsekwencji może prowadzić do odrzucenia detali na etapie kontroli jakości. Zrozumienie i prawidłowe zastosowanie kolejności obróbczej jest kluczowe dla efektywności procesu produkcyjnego oraz uzyskania detali o wysokiej precyzji i zadowalającej jakości.