Pytanie 1
Zdjęcie przedstawia
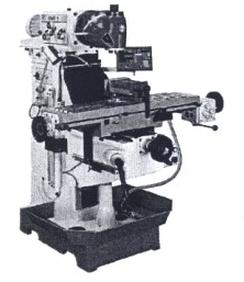
A. frezarkę uniwersalną
B. szlifierkę do wałków
C. frezarkę obwiedniową
D. tokarkę CNC
Na zdjęciu przedstawiona jest frezarka uniwersalna, która jest jednym z najbardziej wszechstronnych narzędzi w obróbce skrawaniem. Cechą charakterystyczną frezarki uniwersalnej jest możliwość obracania stołu roboczego w różnych płaszczyznach, co pozwala na obróbkę skomplikowanych kształtów i konturów. Wrzeciono frezarki może być ustawione pod różnymi kątami, co zwiększa jej funkcjonalność. Maszyna ta jest niezwykle przydatna w produkcji jednostkowej i małoseryjnej, gdzie wymagane są różnorodne operacje frezarskie, takie jak frezowanie kształtów, otworów czy rowków. W branży produkcyjnej frezarki uniwersalne są wykorzystywane do wytwarzania części maszyn oraz narzędzi, co czyni je kluczowym elementem wyposażenia warsztatów obróbczych. Dodatkowo, stosowanie frezarek uniwersalnych jest zgodne z najlepszymi praktykami w dziedzinie obróbki skrawaniem, gdyż pozwala na oszczędność czasu oraz materiałów poprzez efektywne wykorzystanie narzędzi skrawających.