Pytanie 1
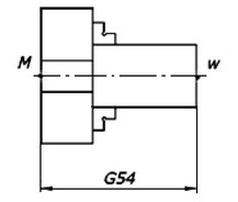
Do wykonania kształtu rowka, w wałku pokazanym na rysunku, należy zastosować frez

A. składany trzpieniowy do rowków teowych.
B. trzpieniowy do rowków na wpusty czółenkowe.
C. krążkowy półokrągły wklęsły.
D. trzpieniowy do rowków klinowych.
Jak przeglądałem dostępne opcje, to zauważyłem parę pomyłek. Frez trzpieniowy do rowków klinowych to narzędzie, które robi rowki o innym charakterze niż te na wpusty czółenkowe. Rowki klinowe są używane tam, gdzie trzeba zabezpieczyć elementy przed obrotem, ale to połączenie nie spełnia wymagań dla wałów, gdzie precyzja jest kluczowa. Natomiast frez trzpieniowy do rowków na wpusty czółenkowe to właściwy wybór, zaprojektowany z myślą o takim zastosowaniu, więc jest lepszy. Frez trzpieniowy do rowków teowych też się nie nadaje, bo jego profil jest inny i służy do innych mechanizmów. Z mojego doświadczenia wynika, że dobra znajomość narzędzi do konkretnych zadań jest mega ważna w inżynierii. Pomyłki mogą prowadzić do złego montażu i uszkodzeń, a to wszystko wiąże się z kosztami i przestojami. Dlatego warto mieć dokładną wiedzę o tym, jakie narzędzia i specyfikacje są potrzebne.