Pytanie 1
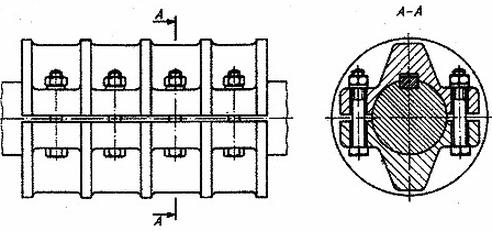
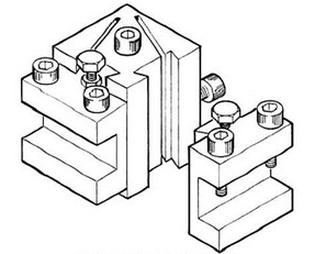
Który zestaw kluczy służy do obsługi uchwytu przedstawionego na rysunku?
A. Płaski i imbusowy.
B. Płaski i nasadowy.
C. Imbusowy i hakowy.
D. Nasadowy i hakowy.
Odpowiedź 'Płaski i imbusowy' jest poprawna, ponieważ uchwyt przedstawiony na rysunku obsługiwany jest dokładnie tymi typami kluczy. Klucz płaski jest używany do dokręcania lub luzowania śrub z płaską głową, co znajduje zastosowanie w wielu codziennych sytuacjach, takich jak naprawy sprzętu AGD czy prace warsztatowe. Z kolei klucz imbusowy, znany również jako klucz sześciokątny, ma zastosowanie do śrub z wewnętrznymi sześciokątami, które są powszechnie stosowane w meblach oraz w urządzeniach mechanicznych. Ważne jest, aby używać odpowiednich narzędzi, ponieważ niewłaściwy klucz może prowadzić do uszkodzenia głowy śruby, co skutkuje trudnościami w dalszej obsłudze. W przemyśle budowlanym oraz motoryzacyjnym, znajomość typów kluczy i ich zastosowania jest kluczowa dla zapewnienia efektywności i bezpieczeństwa prac. Dobrą praktyką jest również regularne sprawdzanie stanu narzędzi oraz ich odpowiednie przechowywanie, aby były zawsze gotowe do użycia.