Pytanie 1
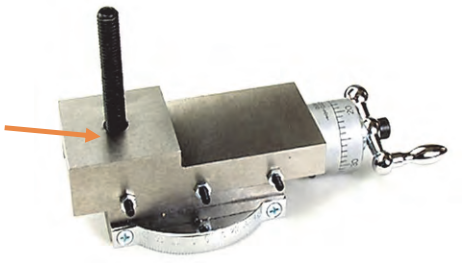
W przypadku produkcji wielkoseryjnej, aby zweryfikować poprawność wykonania gwintu zewnętrznego M16x1.5, należy zastosować przyrząd do gwintów
A. metrycznych zwykłych
B. trapezowych symetrycznych
C. trapezowych niesymetrycznych
D. metrycznych drobnozwojnych
Odpowiedź 'metrycznych drobnozwojnych' jest prawidłowa, ponieważ gwint M16x1.5 to gwint metryczny o skoku 1.5 mm, co klasyfikuje go jako gwint drobnozwojny. W produkcji wielkoseryjnej kluczowe jest stosowanie odpowiednich narzędzi kontrolnych, aby zapewnić zgodność z normami technicznymi. Sprawdziany do gwintów drobnozwojnych są zaprojektowane tak, aby dokładnie oceniać parametry gwintu, w tym średnicę oraz skok zwojów. Przykładem zastosowania może być kontrola jakości elementów w branży motoryzacyjnej, gdzie dokładność gwintów ma kluczowe znaczenie dla bezpieczeństwa i funkcjonalności pojazdów. Warto również zauważyć, że zgodność ze standardami ISO oraz DIN jest istotna w kontekście produkcji i kontroli jakości, co przekłada się na długotrwałe zadowolenie klienta oraz minimalizację kosztów związanych z reklamacjami.