Pytanie 1
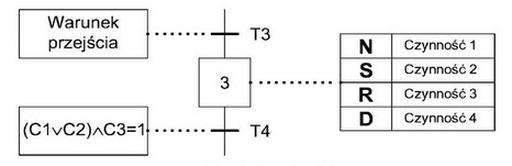
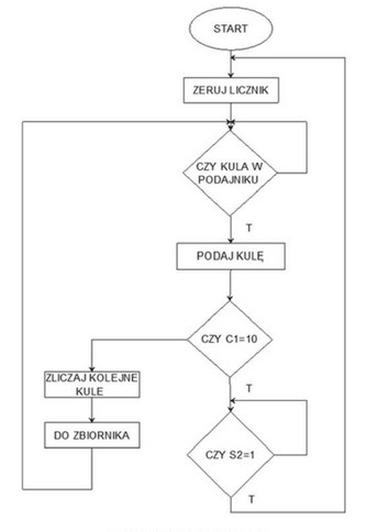
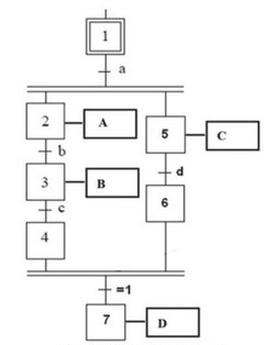
Na podstawie przedstawionego fragmentu algorytmu SFC, wskaż warunek który musi zostać spełniony przed wykonaniem kroku 4.
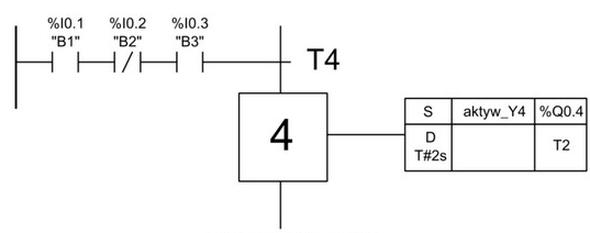
A. B1=0 i B2=1 i B3=0
B. B1=1 lub B2=0 lub B3=1
C. B1=1 i B2=0 i B3=1
D. B1=0 lub B2=1 lub B3=0
Odpowiedzi oparte na innych kombinacjach wartości B1, B2 i B3 wskazują na fundamentalne nieporozumienia dotyczące logiki warunkowej w algorytmach SFC. Na przykład, warunek B1=0 i B2=1 i B3=0 sugeruje, że wszystkie trzy wejścia mogą być w stanie, który nie aktywuje kroku 4. Takie podejście jest sprzeczne z zasadą, że przynajmniej jedno z wejść musi być aktywne. Kombinacja B1=0 lub B2=1 lub B3=0 zakłada, że wystarczy, aby jedno z wejść miało wartość 0, co jest błędnym założeniem w kontekście algorytmu, który wymaga precyzyjnych warunków. Z kolei odpowiedź B1=1 lub B2=0 lub B3=1 wprowadza więcej zamieszania, sugerując, że wystarczy spełnić tylko jeden z warunków, co z kolei narusza zasady projektowania systemów logicznych, gdzie często wymagane są bardziej złożone połączenia warunkowe. W praktyce, aby zapewnić niezawodność systemu, projektanci muszą przestrzegać zasad deterministyczności, gdzie każde przejście zależy od ściśle określonych warunków, co wymaga zrozumienia logiki binarnej oraz umiejętności analizy stanów. To pokazuje, jak ważne jest zrozumienie zarówno teoretycznych, jak i praktycznych aspektów inżynierii systemów, aby unikać typowych pułapek w logicznym myśleniu.