Pytanie 1
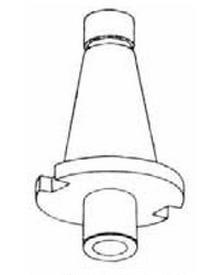
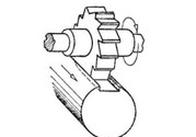
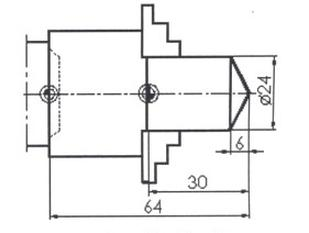
Na rysunku przedstawiono sposób ustalenia i zamocowania przedmiotu obrabianego na tokarce w

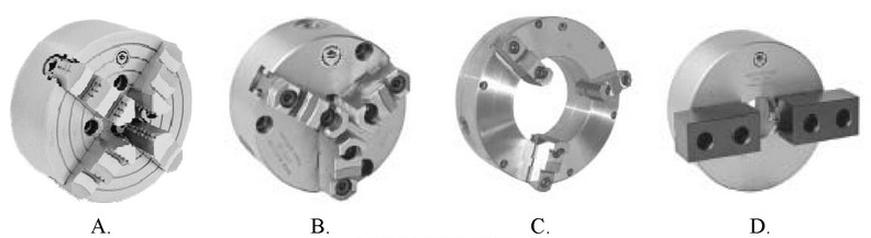
A. kłach przy użyciu tarczy zabierakowej i zabieraka.
B. uchwycie tulejkowym z zabierakiem czołowym.
C. uchwycie trójszczękowym samocentrującym z podparciem kłem.
D. uchwycie specjalnym do kół pasowych.
Odpowiedź dotycząca mocowania przedmiotu obrabianego za pomocą kłów, tarczy zabierakowej i zabieraka jest prawidłowa, ponieważ dokładnie odzwierciedla sposób, w jaki można stabilnie zamocować element na tokarce. Kły są kluczowym elementem w obróbce, zwłaszcza w przypadku długich elementów, ponieważ zabezpieczają je z obu stron, eliminując ryzyko drgań podczas tokarki. Tarcza zabierakowa oraz zabierak odgrywają istotną rolę w przenoszeniu momentu obrotowego z wrzeciona na obrabiany przedmiot, co jest niezbędne do uzyskania precyzyjnych wymiarów i kształtów. W praktyce, takie mocowanie jest stosowane w przemysłowych tokarkach do obróbki metali, co jest zgodne z najlepszymi praktykami branżowymi. Stosując tę metodę, operatorzy mogą skutecznie osiągać wysoką jakość powierzchni i dokładność wymiarową, co jest kluczowe w produkcji elementów maszyn oraz narzędzi.