Pytanie 1
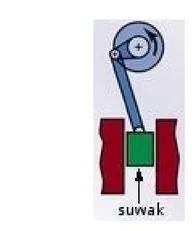
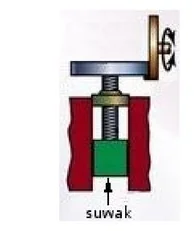
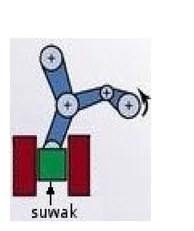
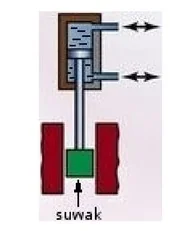
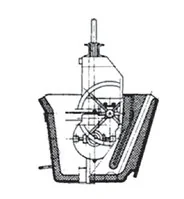
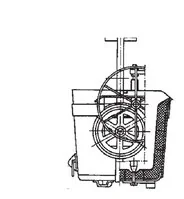
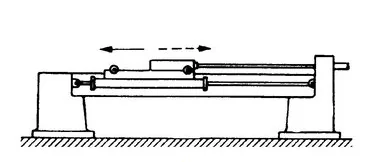
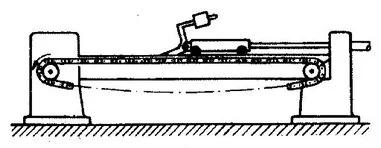
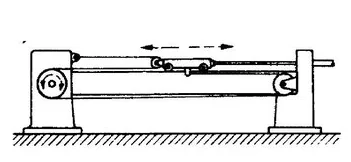
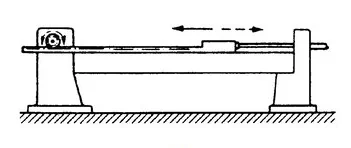
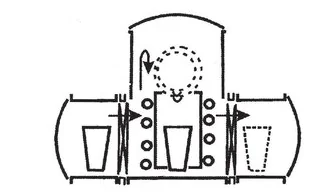
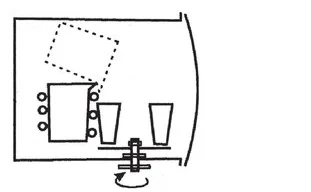
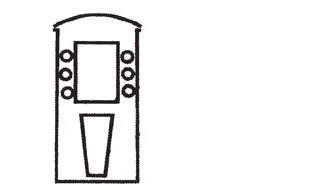
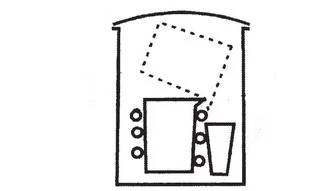
Piec stosowany do nagrzewania końcówek pręta przedstawia schemat oznaczony literą
A. C.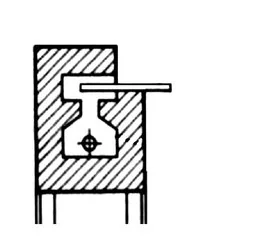
B. A.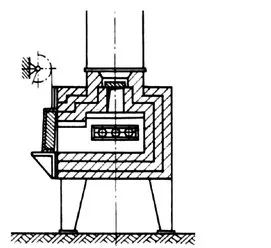
C. D.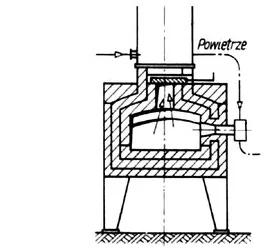
D. B.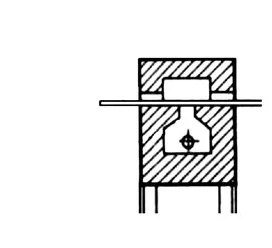
Schemat oznaczony literą C jest poprawny, ponieważ przedstawia piec zaprojektowany specjalnie do nagrzewania końcówek prętów. W kontekście przemysłowym, takie piece są kluczowe w procesach obróbczych, gdzie wymagana jest precyzyjna kontrola temperatury. W piecach tego typu zastosowano systemy ogrzewania indukcyjnego, które pozwalają na szybkie i efektywne nagrzewanie małych elementów metalowych do wysokich temperatur. Przykładowo, w branży motoryzacyjnej piece te są wykorzystywane do przygotowywania końcówek prętów przed ich dalszą obróbką, co zwiększa efektywność procesu produkcyjnego. Zgodnie z normami ISO, piece do nagrzewania muszą spełniać określone standardy jakości, co zapewnia bezpieczeństwo i efektywność operacyjną. Dzięki zastosowaniu odpowiednich technologii, takich jak kontrola temperatury i czas nagrzewania, możliwe jest uzyskanie jednorodnych właściwości materiałów, co jest niezbędne w wielu zastosowaniach inżynieryjnych.