Pytanie 1
Który fragment programu sterującego realizuje zabieg nawiercania otworu 2 w części przedstawionej na rysunku?
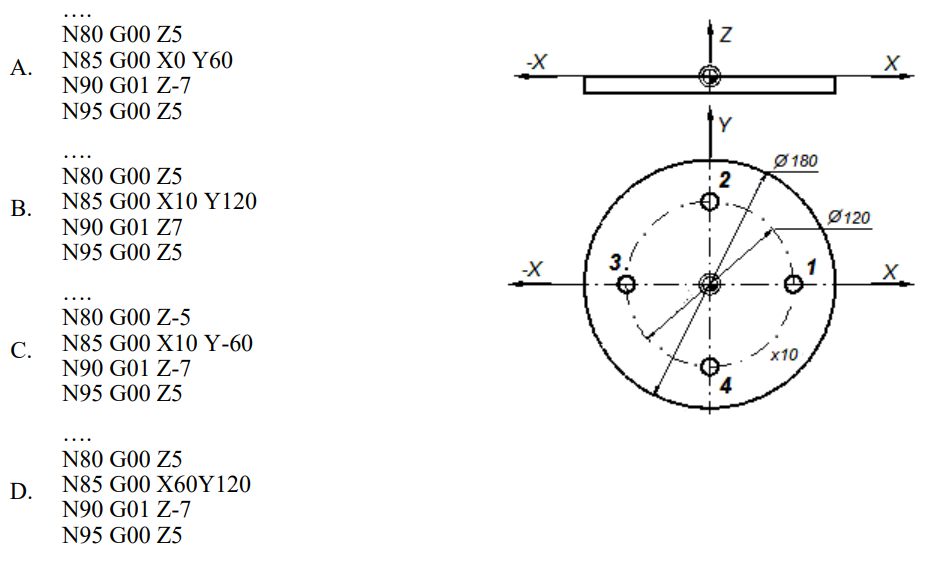
A. A.
B. B.
C. D.
D. C.
Odpowiedź A jest poprawna, ponieważ na podstawie rysunku technicznego fragment programu sterującego odpowiadający nawiercaniu otworu 2 jest wyraźnie oznaczony jako A. To oznaczenie jest kluczowe dla prawidłowego zrozumienia działania maszyny oraz dla realizacji procesu technologicznego. W przypadku nawiercania, istotne jest, aby każdy otwór był precyzyjnie zlokalizowany i wywiercony zgodnie z dokumentacją techniczną, co zapewnia odpowiednią jakość produktu końcowego. Na przykład, w przemyśle lotniczym, precyzyjne nawiercenie otworów jest niezbędne dla integralności strukturalnej komponentów, co podkreśla znaczenie odpowiednich standardów w inżynierii mechanicznej. Dobrą praktyką jest także weryfikacja oznaczeń na rysunkach oraz programach sterujących przed przystąpieniem do obróbki, co minimalizuje ryzyko błędów produkcyjnych.