Pytanie 1
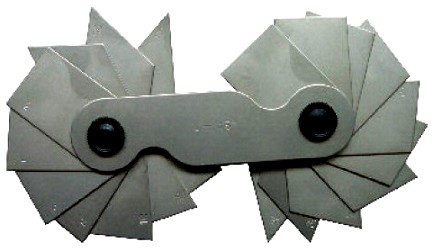
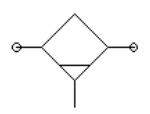
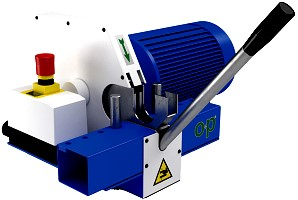
Przedstawione na rysunku urządzenie służy do cięcia
A. drutów stalowych.
B. przewodów pneumatycznych PVC.
C. przewodów elektrycznych.
D. węży hydraulicznych.
To urządzenie widoczne na zdjęciu to profesjonalna przecinarka do węży hydraulicznych – można powiedzieć, że to taki niepozorny, ale bardzo ważny element warsztatu hydrauliki siłowej. Przeznaczone jest właśnie do precyzyjnego i bezpiecznego cięcia węży zbrojonych stalowym oplotem, używanych w układach hydraulicznych. Tniesz nim na dowolną długość wąż, zanim zamontujesz końcówki – odpowiednie przygotowanie węża to podstawa, bo każde zagniecenie lub uszkodzenie potrafi potem wywołać wyciek albo awarię. Przecinarki tego typu, jak pokazuje praktyka, są wyposażone w specjalne tarcze tnące, które radzą sobie z warstwami gumy i stalowych linek. Z moich obserwacji wynika, że dobre firmy zawsze stosują takie urządzenia, bo cięcie nożem albo ręczną piłką jest za wolne i nie daje gwarancji czystego cięcia. Zgodnie z zaleceniami norm branżowych (np. ISO 4413 – Hydraulika), warto stosować dedykowane narzędzia, żeby nie naruszyć struktury oplotu. Co ciekawe, najnowsze przecinarki mają nawet systemy odsysania pyłu, bo podczas cięcia powstaje naprawdę sporo zanieczyszczeń. Takie urządzenie to trochę inwestycja, ale w dłuższej perspektywie – pewność, że węże będą służyły bezpiecznie i przez długi czas.