Pytanie 1
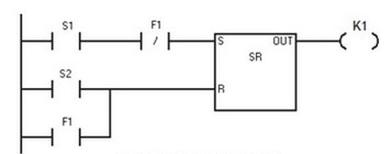
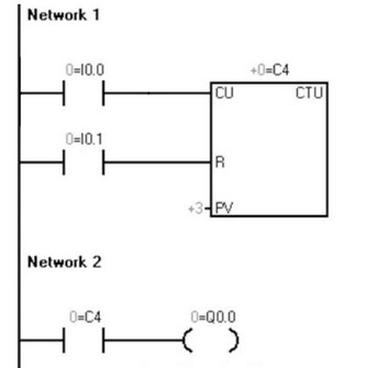
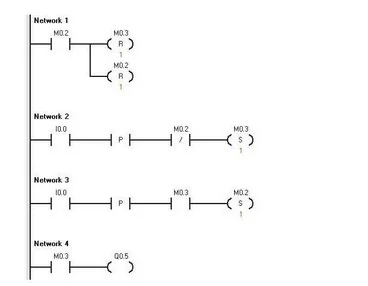
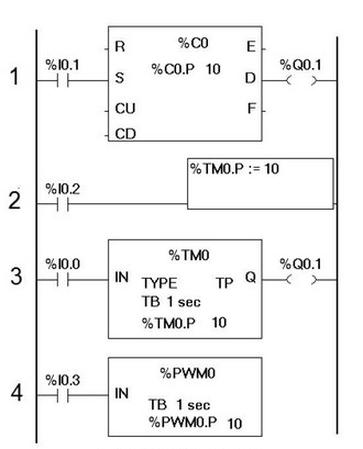
W układzie zastosowano przycisk S1 (z samoczynnym powrotem, NO). Zwolnienie naciśniętego przycisku powinno uruchomić odmierzenie czasu 3 sekund. Który fragment programu zapewnia realizację opisanego działania?
A. A.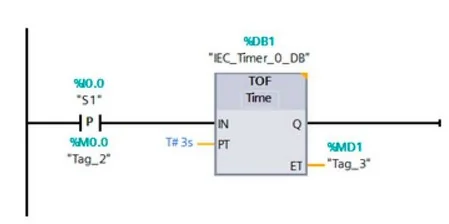
B. C.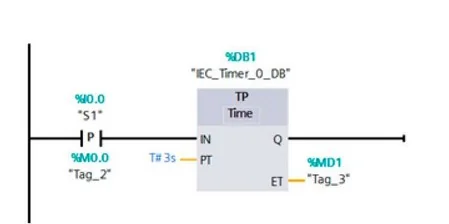
C. B.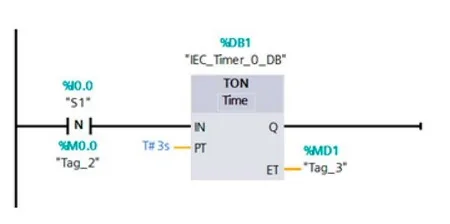
D. D.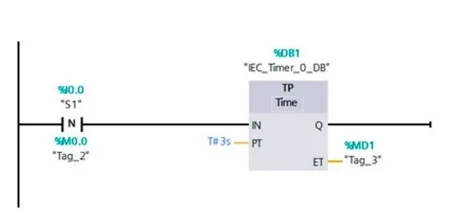
Fragment programu D. jest poprawny, ponieważ wykorzystuje timer typu TP (Timer Pulse), który jest idealnym rozwiązaniem w przedstawionej sytuacji, gdzie wymagane jest odmierzanie czasu po zwolnieniu przycisku S1. Gdy przycisk zostaje zwolniony, wejście IN timera zostaje aktywowane, co rozpoczyna odliczanie czasu ustawionego w parametrze PT, w tym przypadku 3 sekundy. Po upływie tego czasu, wyjście Q generuje krótki impuls, co odpowiada oczekiwanym działaniom w systemie. Takie rozwiązanie jest zgodne z najlepszymi praktykami w programowaniu systemów automatyki, gdzie precyzja czasowa jest kluczowa. Użycie timera TP jest szczególnie zalecane w aplikacjach, gdzie wymagane jest generowanie impulsów o określonym czasie trwania w odpowiedzi na zdarzenia zewnętrzne. Przykładowo, może to być zastosowane w systemach sterowania oświetleniem, gdzie po naciśnięciu przycisku włączenia lampy, utrzymywana jest ona włączona przez zaprogramowany czas, co pozwala na oszczędność energii i zwiększa komfort użytkownika.